
2026-05-09
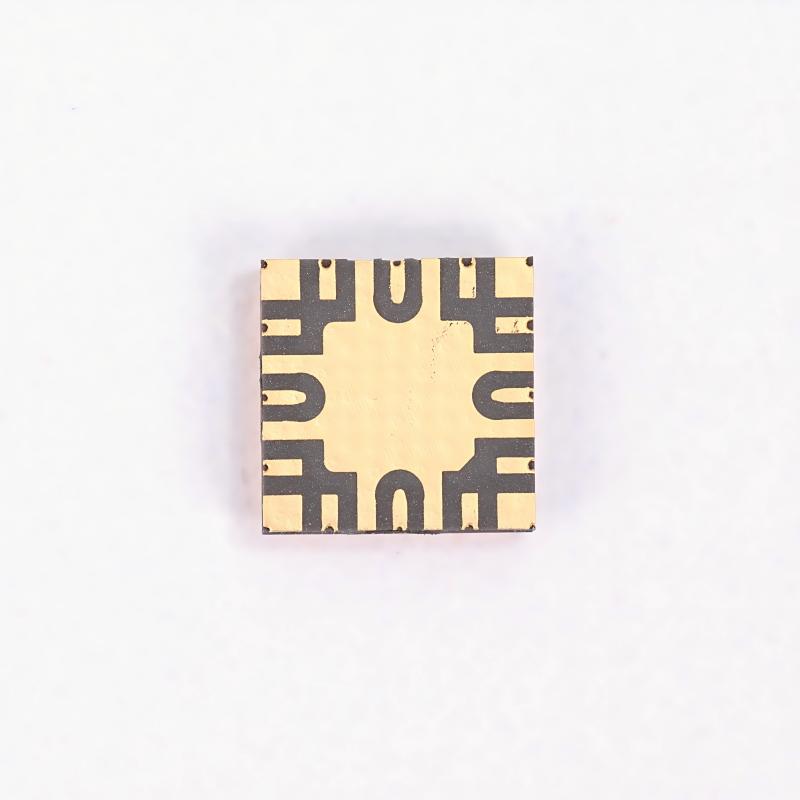
Керамические корпуса, также известные как керамические инкапсулирующие корпуса, представляют собой оболочки из керамических материалов, используемые для защиты и герметизации электронных устройств, а также для обеспечения возможности их соединения. В настоящее время высокотемпературные керамические инкапсуляционные корпуса (ВТХК) являются основным материалом для изготовления керамических корпусов , обычно состоящих из многослойного металлизированного керамического основания и металлических компонентов, способных удовлетворить потребности различных применений, таких как высокоскоростные, высоковольтные и высокочастотные системы.
")
многослойной высокотемпературной совместно обжигаемой керамики (ВТХК) технологический процесс изготовления керамической инкапсулирующей оболочки включает в себя резку исходной керамики, трафаретную печать, ламинирование и прессование, резку, высокотемпературное спекание, боковую металлизацию, никелирование, сварку серебром и медью, проверку герметичности, никелирование и золочение и т. д.
В настоящее время технология толстопленочной трафаретной печати широко используется не только для печати схем и заполнения стенок/отверстий в зеленых керамических слоях , но и для боковой металлизации после ламинирования . В следующем разделе мы сосредоточимся на применении этого процесса на этапе боковой металлизации.
1.Принцип печати: Электронная паста наносится на боковую поверхность керамической трубки методом трафаретной печати, а затем металлическая паста прочно соединяется с керамической поверхностью посредством высокотемпературного спекания.
2.Этапы технологического процесса
2.1 Подготовка сит: Проектирование и изготовление высокоточных сит с учетом графической точности и характеристик суспензии.
2.2 Подготовка пасты: Выберите подходящую металлическую пасту и убедитесь, что ее вязкость и реологические свойства соответствуют требованиям печати.
2.3 Выбор оборудования: Используются высокоточные машины для печати на толстопленочных материалах. Например, модель IC-200A-CCD (область печати 200*200 мм) использует трехкоординатную платформу выравнивания и оснащена автоматической системой позиционирования на основе ПЗС-матрицы, что обеспечивает высокую точность и стабильность выравнивания при пакетной печати; давление печати регулируется, параметры печати корректируются, а отклонение толщины печатной пленки составляет ±5%.
")
2.4 Эффективность печати: В качестве примера рассмотрим представленную выше машину для трафаретной печати толстой пленки производства компании Jianyu Screen Printing. Она позволяет настраивать печатные приспособления в соответствии с потребностями заказчика и одновременно печатать несколько керамических инкапсулирующих трубок, повышая производительность при сохранении равномерной толщины пленки и высокой повторяемости.
3.Технологические преимущества и проблемы
3.1 Преимущества:
① Относительно низкая стоимость и высокая адаптивность процесса;
② Оборудование и материалы находятся на стадии разработки, что позволяет легко осуществить массовое производство;
③ Возможность гибкой печати изображений и адаптация печатных приспособлений делают этот метод подходящим для сложных боковых конструкций.
3.2 Проблемы:
① При многосторонней печати каждую сторону необходимо пропечатать и высушить, что приводит к длительному технологическому циклу;
② К соответствию точности печати и спекания пасты предъявляются высокие требования, и параметры процесса необходимо строго контролировать.
Трафаретная печать толстых пленок имеет значительную практическую ценность в области боковой металлизации керамических упаковочных оболочек, предлагая явные преимущества с точки зрения стоимости и технологической зрелости. В будущем, благодаря инновациям и модернизации оборудования, оптимизации характеристик суспензии и интеграции процессов сушки и спекания, производственные циклы могут быть еще больше сокращены, улучшены стабильность и надежность, а технология адаптирована к требованиям высокоэффективной печати керамических упаковочных оболочек.

![[Kaituo·Chenguang] Незаменимый инструмент для специалистов по направленному бурению | Подробное описание применения MEMS-гироскопа + руководство по выбору для всех сценариев: точное бурение без отклонений](https://cdn.cnyandex.com/ii8rkyo/uploads/Незаменимый-инструмент-для-специалистов-по-направленному-бурению-Подробное-описание-применения-MEMS-гироскопа.jpg)

![[Kaituan·Chenguang] Углубленный анализ основных технологий инерциальной навигации MEMS в капсулах](https://cdn.cnyandex.com/ii8rkyo/uploads/Kaituan·Chenguang-Углубленный-анализ-основных-технологий-инерциальной-навигации-MEMS-в-капсулах-1.png)




