Источник: Moshi Technology
(3) Керамическая подложка DPC
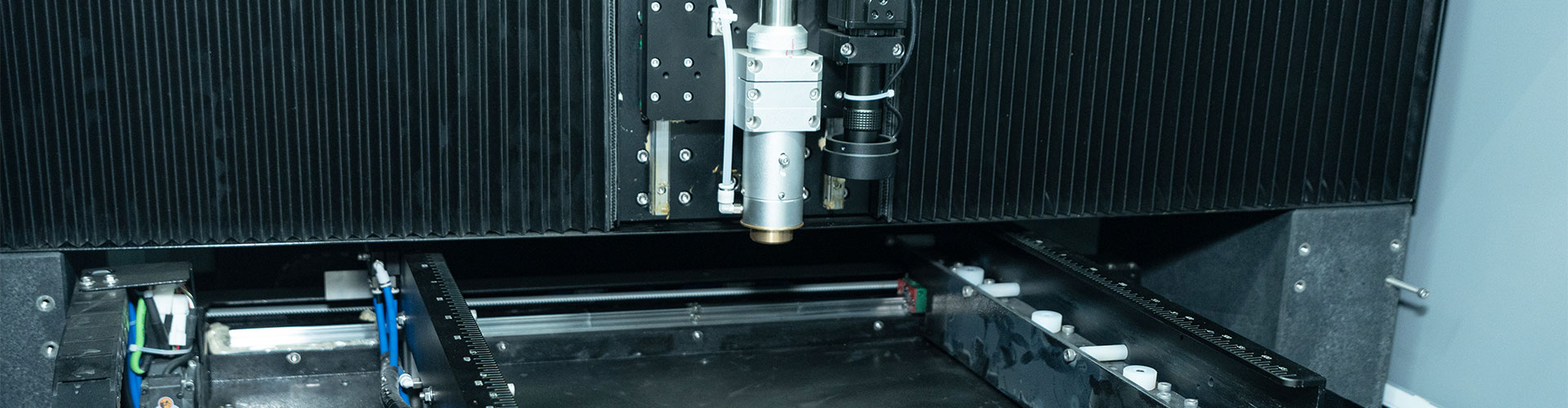
Лазер используется для пробивания отверстий на керамической подложке, а затравочный слой Cu наносится на керамическую подложку с помощью полупроводниковой технологии, а затем отверстия заполняются методом гальванического покрытия для утолщения металлического слоя. Кроме того, этот процесс обеспечивает вертикальное соединение керамических подложек, что приводит к увеличению плотности упаковки.
(4) Керамическая подложка LAM
Поверхность керамической подложки, которую необходимо металлизировать, активируется нагревом лазерным лучом, а затем металлизированная проводка формируется путем гальванического или химического покрытия. Этот процесс также может быть применен к трехмерной керамике. Использование лазерно-активируемой керамической технологии имеет высокую точность проводки, а комбинированная прочность металлического слоя и керамической подложки высока, а поверхность линейного слоя плоская. В настоящее время он в основном используется в аэрокосмической сфере.
- Многослойная керамическая подложка
Электронные устройства и схемы развиваются в направлении высокой плотности межсоединений и разнообразных сред применения, а обычные планарные керамические подложки начинают сталкиваться с ограничениями в применении. Основными технологиями для высокоплотных взаимосвязанных керамических подложек являются: технология толстопленочных многослойных материалов (TFM), технология высокотемпературной керамики совместного обжига (HTCC) и технология низкотемпературной керамики совместного обжига (LTCC).
(1) ТФМ
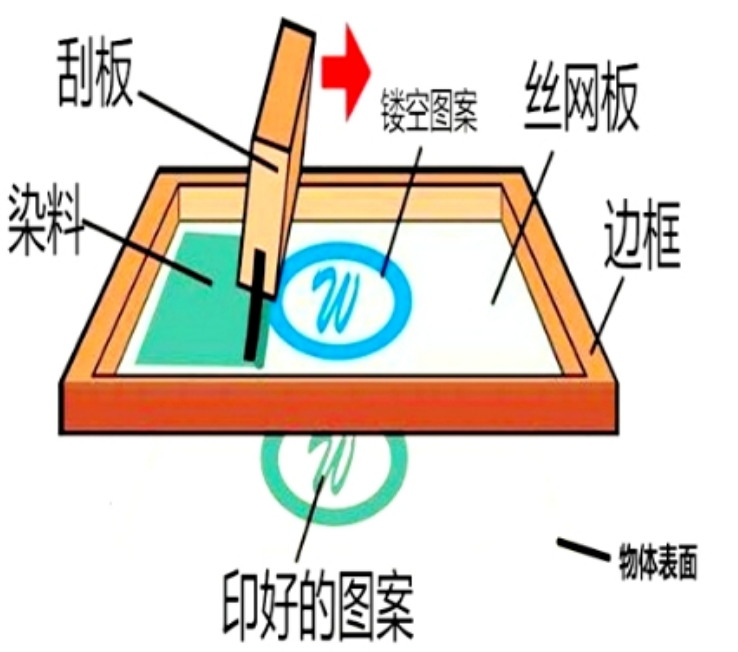
Технология керамической подложки, которая реализует многослойное соединение на поверхности одной керамической подложки с помощью нескольких процессов толстопленочной печати и спекания (или процессов тонкопленочного напыления и травления). Этот процесс образует полость путем многократной печати керамической пасты и металлической пасты, но из-за ограниченной толщины керамической пасты, количества печатных слоев и точности выравнивания печати каждой напечатанной керамической пасты толщина полости керамической подложки неизбежно ограничена, и этот процесс подходит для небольших объемов, низкой плотности межсоединений и низких требований к точности для упаковки электронных устройств.
(2) HTCC
Технологии HTCC и LTCC представляют собой многослойные керамические технологии совместного обжига, которые создают многослойную подложку из межсоединений проводников путем пробивки отверстий, заполнения металлической пасты и печати на каждом слое необработанного фарфора. Температура спекания керамической подложки HTCC составляет 1400 ~ 1500 °C, что обладает такими преимуществами, как высокая механическая прочность, высокая теплопроводность, стабильные химические свойства и высокая плотность проводки.
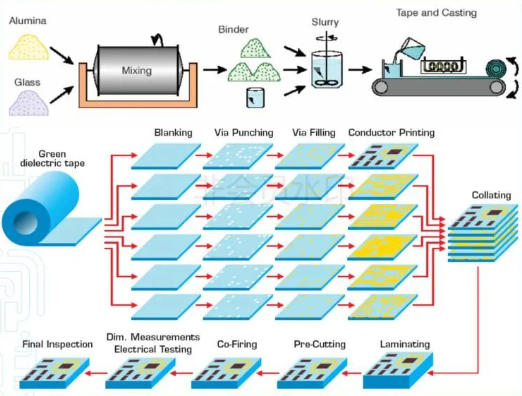
(3) LTCC
Существует три типа систем керамических подложек LTCC: стеклокерамическая система, стеклокерамическая композитная система и система из аморфного стекла. Благодаря высокой проводимости и превосходным электрическим свойствам металлических материалов, пассивные компоненты, такие как резисторы, конденсаторы и катушки индуктивности, могут быть интегрированы в структуру 3D-керамических подложек. В настоящее время технология LTCC широко используется в корпусах высокой плотности, компонентах приемопередатчиков микроволнового/миллиметрового диапазона, микроэлектромеханических системах (MEMS), многокристальных компонентных модулях (MCM) и системной интеграции (SIP). К крупным зарубежным компаниям относятся Murata, Kyocera, TDK и др.; В Китае в основном работают Jiali Electronics, 214 Institutes, Chengdu Hongke, Fenghua Hi-Tech, Yanchuang Optoelectronics и др. Рекомендовано к прочтению: Зарубежные предприятия LTCC