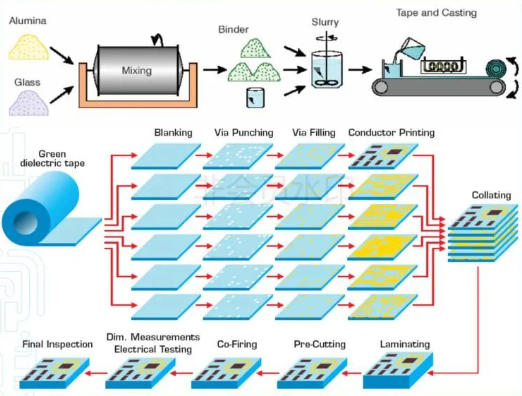
Рисунок Процесс производства оболочки керамической упаковочной тубы
Процесс производства многослойной керамической упаковочной оболочки в основном включает в себя подготовку сырья, литье, штамповку и штамповку, металлизационную печать, ламинацию, горячую резку, спекание, никелирование, пайку, золотое покрытие и т. Д.
1.Приготовление навозной жижи
порошковое измельчение, перемешивание и пеногасание с образованием керамической суспензии;
2. После пенообразования формовочной суспензии, ее формуют, а затем нагревают и отверждают в сырую фарфоровую ленту.
3. Режущая машина разрезает рулонную фарфоровую ленту на листы по определенному размеру, причем размер резки немного больше необходимого размера для встречи с последующей обработкой;
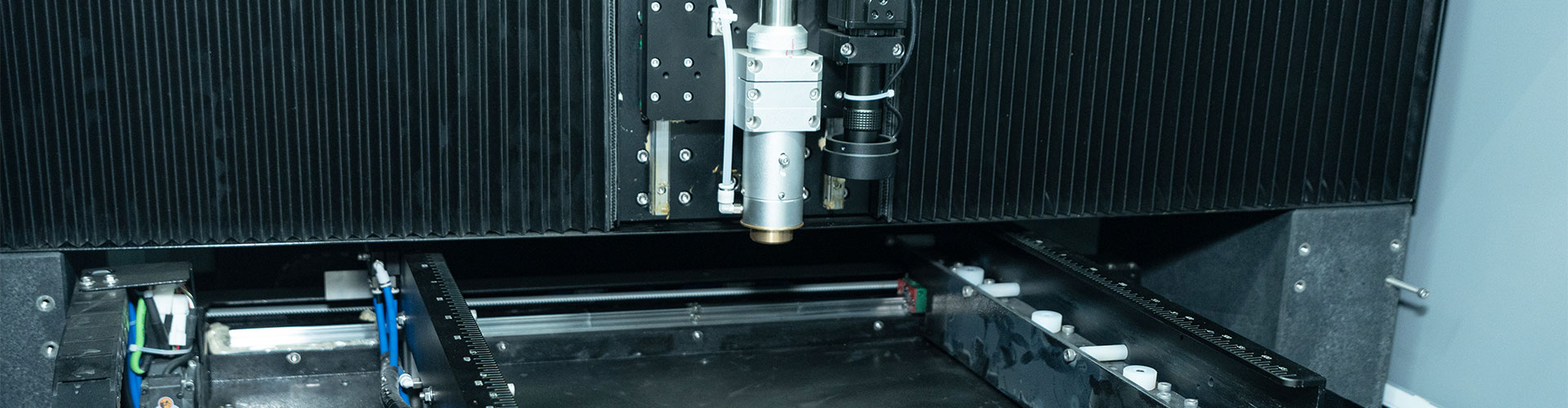
4. Пробивной станок для полостей / лазерный штамповочный станок для обработки сквозных отверстий и полостей на необработанном фарфоровом листе;
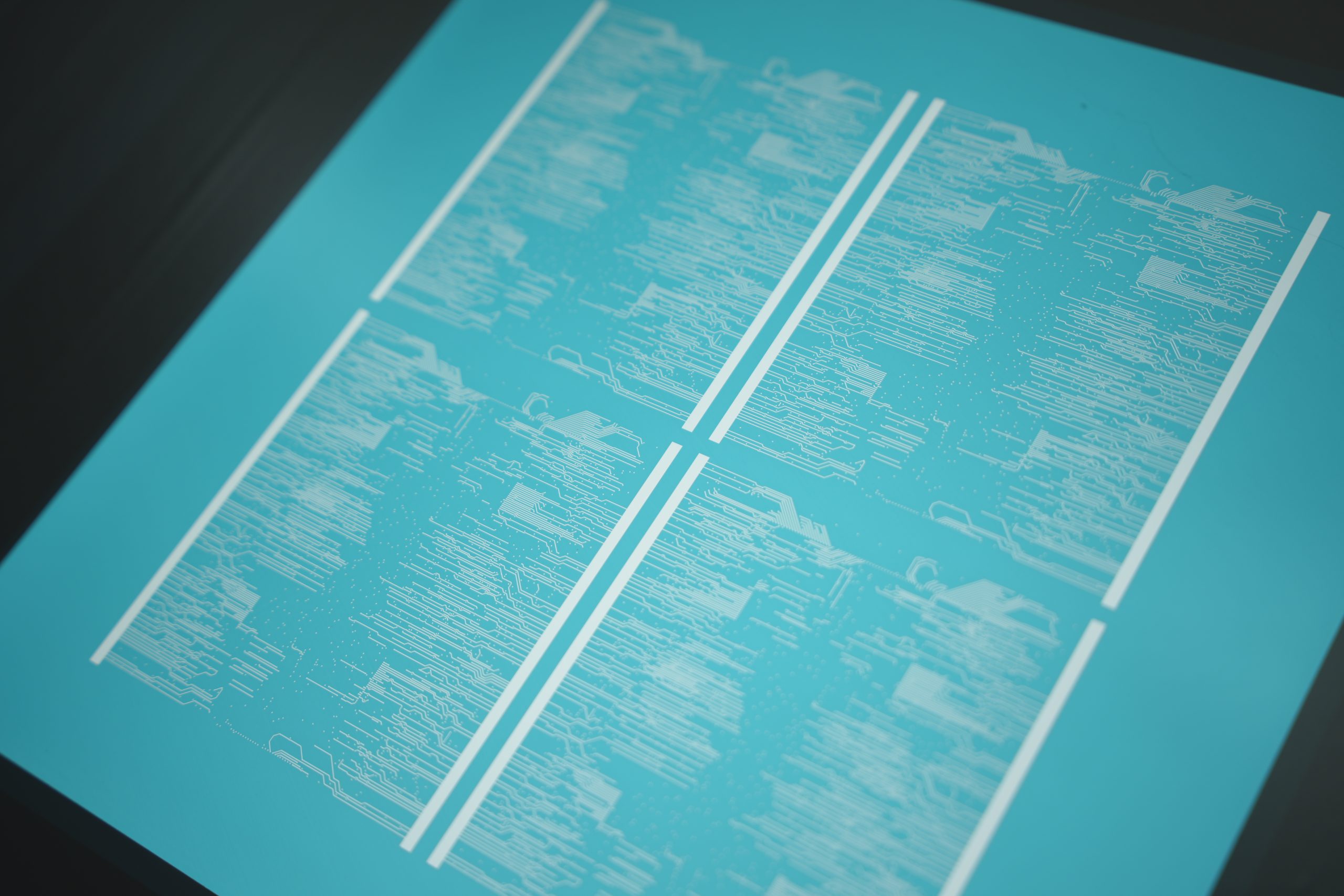
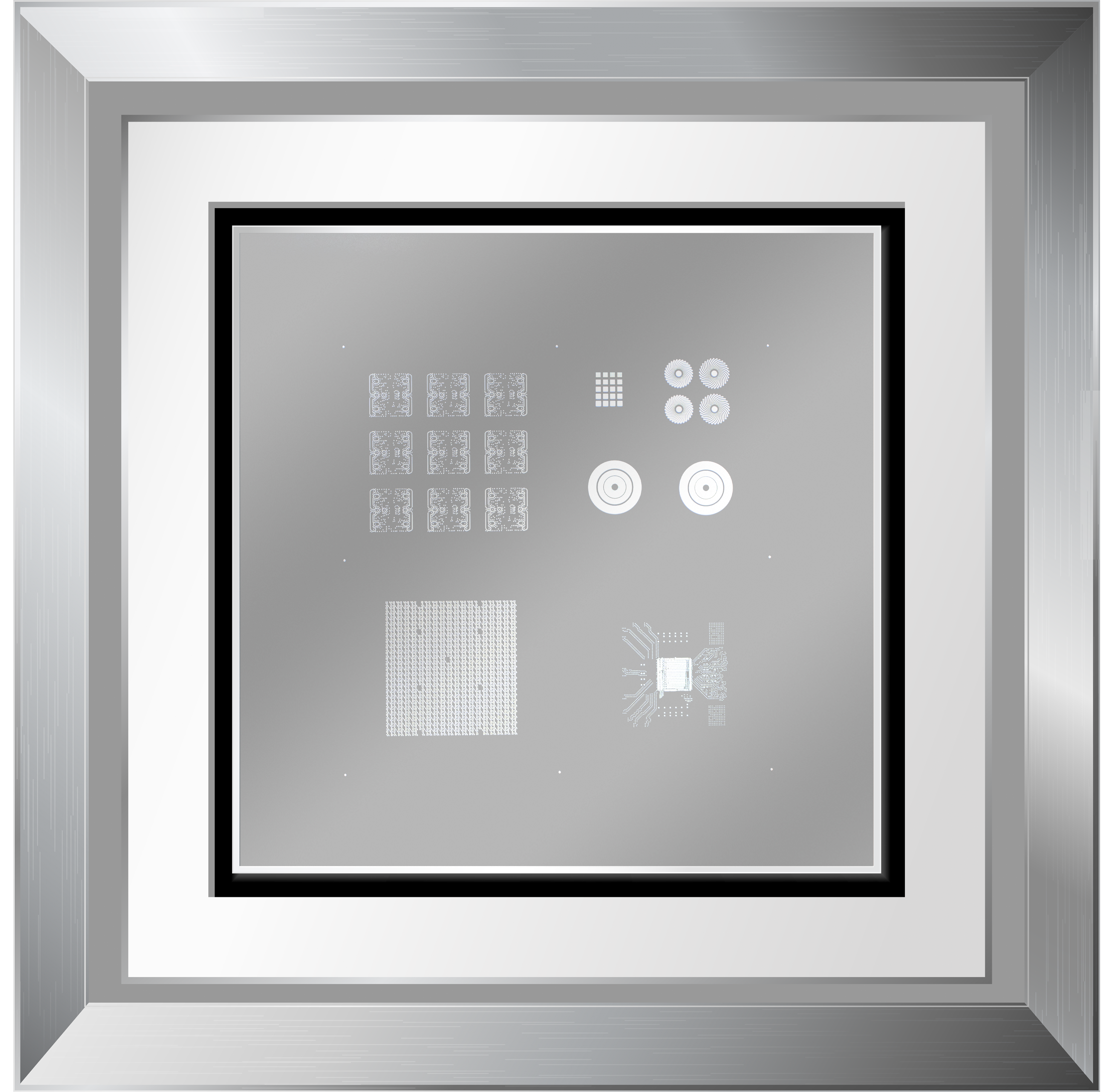
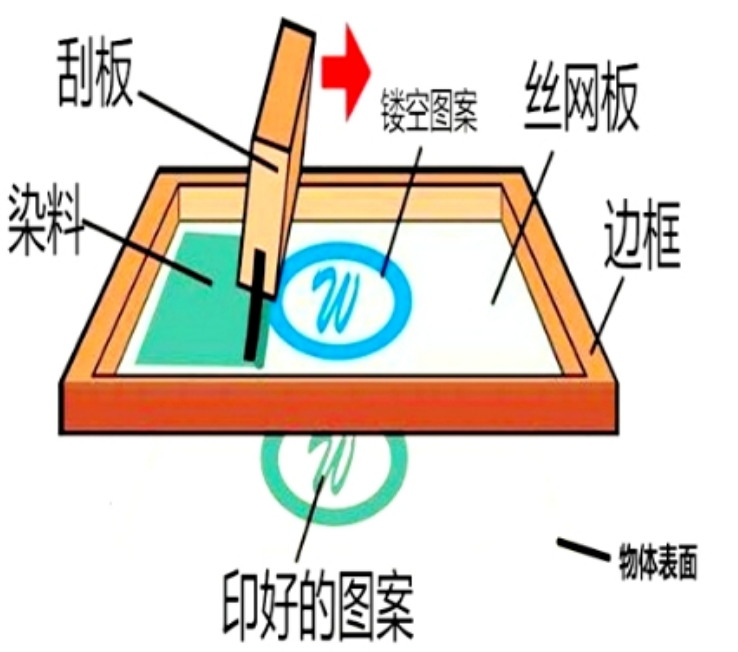
5. Печатная машина печатает металлическую пасту (W, Mo и т.д.) на сыром фарфоровом листе, включая нанесение рисунка слоя и металлизацию отверстий;
6. Ламинация: Необработанные фарфоровые листы печатной графики помещаются в плотную ламинационную форму по очереди в соответствии с заранее разработанным количеством слоев и для обеспечения точности выравнивания.
7. Изостатическое давление
Для того, чтобы ламинированный корпус из биофарфора не пенился и расслаивался при расклеивании и спекании, на биофарфоре проводится изостатическое прессование.
8. При горячей резке используется режущий станок для резки бруса на монолиты, соответствующие заданному размеру;
9. Спекание клея: высокопрочная металлизированная керамика формируется путем выгрузки клея и спекания;
10. Никелирование керамики после никелирования и спекания обеспечивает иммерсивный связующий слой для пайки припоя;