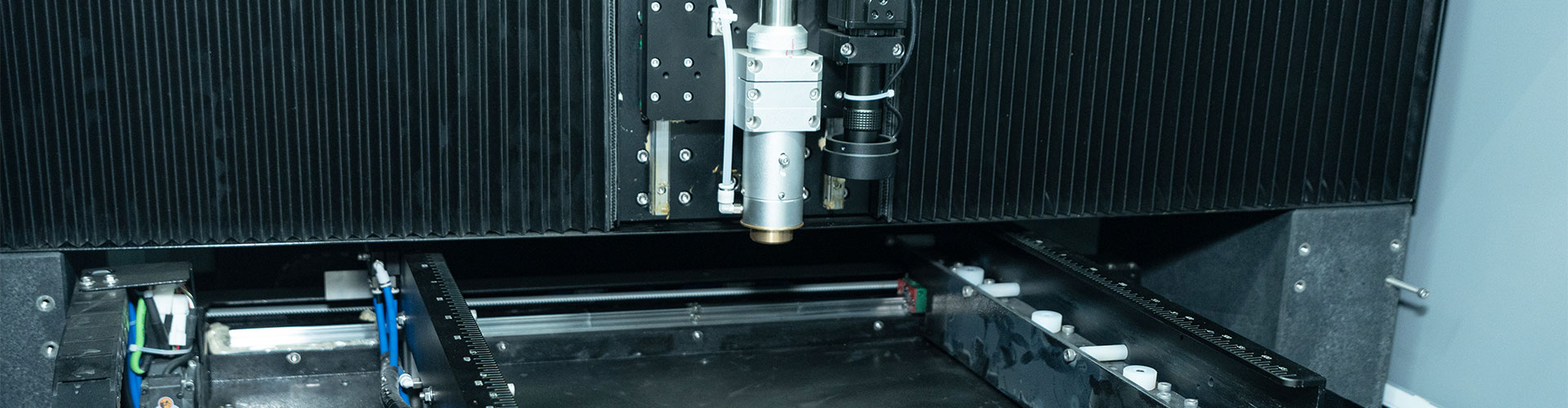
Точность работы литейной машины
Технология контроля уровня жидкости, технология формирования скребковой пленки, технология стабилизации скорости, технология контроля атмосферы, технология температурного нагрева, технология гладкой передачи ленты пленки, технология резки фарфоровых полос, технология удаления статического электричества и т. Д. Влияют на качество, толщину, внешний вид, консистенцию и т. Д. Литейной машины.
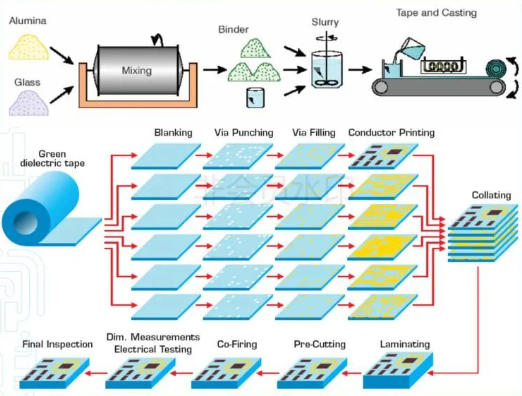
Процесс литья
В процессе литья вязкость суспензии должна быть подходящей, а температурная кривая каждой секции литейной машины и атмосфера каждой секции должны быть контролируемыми.
1) Вязкость суспензии подходящая
Литье необработанных фарфоровых лент разной толщины требует суспензий разной вязкости. Вообще говоря, чем толще фарфоровая лента, тем больше вязкость суспензии, так что тем гуще может накапливаться толщина; Фарфоровая лента тонкая, а вязкость кашицы должна быть небольшой, иначе внешний вид фарфоровой ленты будет неравномерным.
2) Контроль атмосферы в каждой секции
На разных этапах литья требуется разная атмосфера, чтобы необработанная фарфоровая лента имела плоский вид и постоянную толщину. Например, сушильный шкаф в первой секции не может быть нагрет, а давление паров растворителя должно поддерживаться на достаточно высоком уровне, чтобы влажная пленка оставалась во влажном состоянии; Когда кожа сухая, поддерживается определенное давление паров растворителя, и растворитель испаряется с определенной скоростью, и при слишком быстром испарении образуются микротрещины и пузырьки. На общей стадии сушки объем перекачиваемого воздуха увеличивается для ускорения своевременной экстракции выхлопных газов растворителя.
3) Контроль температурной кривой каждой секции
Температурная кривая каждой секции литейной машины установлена таким образом, чтобы обеспечить сушку сырой фарфоровой ленты от низкой температуры до высокой температуры, а также гарантировать отсутствие трещин или пузырей в процессе сушки, а также ее полное высыхание. Максимальная температурная кривая должна быть установлена на 10°C выше азеотропной точки растворителя.