Низкотемпературная керамическая печать LTCC (Low Temperature Cofired Ceramic) с совместным обжигом — это сложный, но эффективный метод производства многослойных керамических устройств, широко применяемый в современной электронике. Эта технология позволяет создавать компактные, надежные и высокопроизводительные компоненты для различных приложений. В данной статье мы проведем подробный анализ процесса LTCC, рассмотрим его ключевые этапы, преимущества и недостатки, а также современные тенденции и области применения. ООО Хэбэй Дэъоу по производству механических технологий занимается производством оборудования и материалов, используемых в технологии LTCC, что делает эту статью особенно актуальной и полезной для специалистов отрасли.
1. Введение в технологию LTCC
Технология LTCC основана на использовании специальных керамических материалов, которые обжигаются при относительно низких температурах (обычно ниже 900°C). Это позволяет интегрировать в многослойные структуры различные металлические проводники, пассивные компоненты и даже полупроводниковые кристаллы. Такой подход открывает широкие возможности для создания компактных, высокоинтегрированных устройств. Понимание основ LTCC является ключом к успешной реализации проектов.
1.1. Преимущества LTCC
- Высокая плотность интеграции компонентов.
- Отличные электрические характеристики (низкие потери, высокая частота работы).
- Высокая механическая прочность и надежность.
- Широкий диапазон рабочих температур.
- Возможность интеграции различных компонентов (проводники, резисторы, конденсаторы и т.д.).
1.2. Недостатки LTCC
- Высокая стоимость материалов и оборудования.
- Сложность процесса производства, требующая высокой квалификации персонала.
- Необходимость точного контроля параметров процесса.
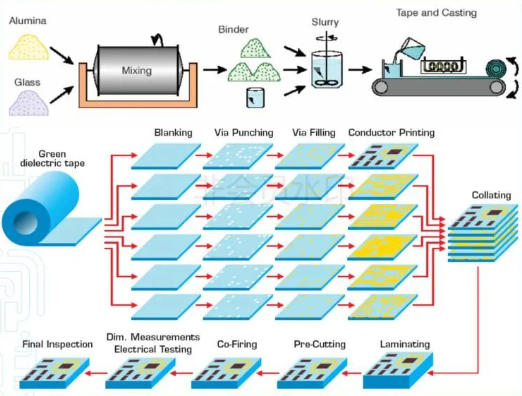
2. Основные этапы процесса LTCC
Процесс производства изделий по технологии LTCC включает в себя несколько основных этапов, каждый из которых критически важен для получения качественного конечного продукта.
2.1. Выбор материалов
Первым этапом является выбор керамических материалов и проводников. Керамические материалы должны обладать определенными характеристиками, такими как низкая диэлектрическая проницаемость, низкие потери и совместимость с металлическими проводниками. Часто используются материалы на основе оксида алюминия (Al2O3) или стекла.
2.2. Подготовка керамических листов (Green Sheets)
Керамический порошок смешивается с органическими связующими веществами, растворителями и пластификаторами для получения суспензии. Эта суспензия затем наносится на полимерную пленку методом литья (casting), формируя тонкие гибкие листы, называемые green sheets. Качество green sheets напрямую влияет на конечный результат.
2.3. Формирование проводящих дорожек и элементов
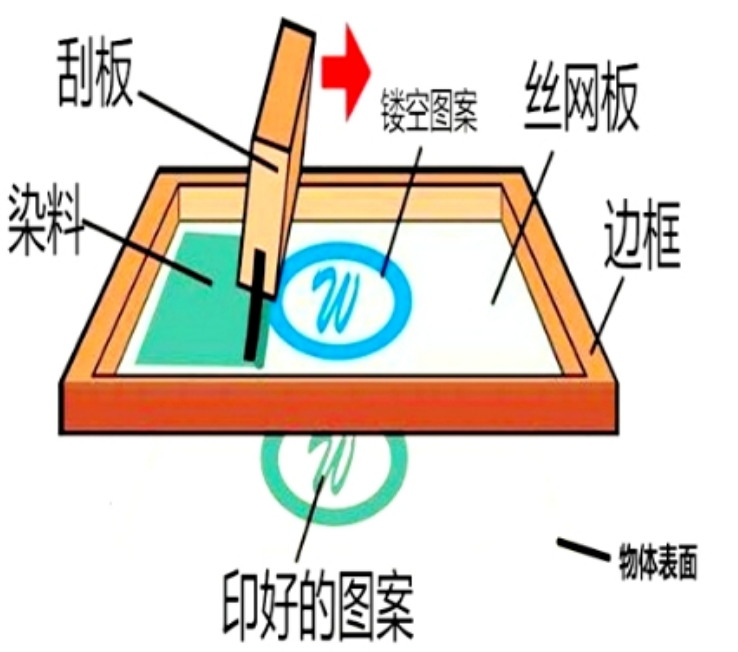
На green sheets формируются проводящие дорожки, переходы и другие элементы. Это может быть сделано различными методами, включая трафаретную печать, лазерную обработку или фотолитографию. Точность позиционирования и разрешение элементов определяют функциональность устройства. Для прецизионной печати трафаретов компания ООО Хэбэй Дэъоу по производству механических технологий предлагает широкий спектр решений.
2.4. Перфорирование и вырезка отверстий
В green sheets перфорируются отверстия для межслойных соединений (via holes), а также производится вырезка контура изделия. Точность и аккуратность этих операций критичны для последующей сборки.
2.5. Сборка многослойной структуры
Подготовленные green sheets собираются в многослойную структуру, при этом слои выравниваются и склеиваются между собой. Точное выравнивание слоев обеспечивает правильное функционирование устройства. Этот этап требует высокой точности и аккуратности.
2.6. Совместный обжиг
Собранная структура подвергается совместному обжигу (cofiring) при температуре, необходимой для спекания керамики и образования прочных связей между слоями и проводниками. Обжиг является ключевым этапом, определяющим конечные свойства изделия. Важно контролировать температурный профиль обжига.
2.7. Финишная обработка и тестирование
После обжига изделие подвергается финишной обработке (например, нанесение металлизации на контактные площадки), а затем проходит тщательное тестирование на соответствие требуемым параметрам. ООО Хэбэй Дэъоу по производству механических технологий может предоставить оборудование для тестирования, которое гарантирует качество конечного продукта.
3. Материалы, используемые в LTCC
Выбор материалов для LTCC критически важен для получения требуемых характеристик устройства. Важно учитывать следующие аспекты.
3.1. Керамические материалы
Керамические материалы должны обладать низкой диэлектрической проницаемостью, низкими потерями на высоких частотах, хорошей механической прочностью и термической стабильностью. Наиболее распространенные материалы:
- Оксид алюминия (Al2O3): Обладает хорошей механической прочностью и химической стойкостью.
- Стеклокерамика: Обеспечивает низкую температуру обжига и хорошую совместимость с проводниками.
3.2. Металлические проводники
Металлические проводники должны обладать высокой электропроводностью, хорошей адгезией к керамике и устойчивостью к окислению при обжиге. Наиболее распространенные материалы:
- Серебро (Ag): Обладает высокой электропроводностью, но подвержено миграции.
- Медь (Cu): Обладает хорошей электропроводностью и более низкой стоимостью, но требует защиты от окисления.
- Золото (Au): Обладает высокой коррозионной стойкостью, но дорогое.
Выбор материалов зависит от требований к конечному продукту. Подбор правильных материалов – это важный этап, который определяет конечный результат.
4. Оборудование и инструменты для LTCC
Производство изделий по технологии LTCC требует специализированного оборудования и инструментов. Ниже приведены примеры.
- Машины для литья пленок: Для нанесения керамической суспензии на подложку.
- Трафаретные принтеры: Для нанесения проводящих дорожек. ООО Хэбэй Дэъоу по производству механических технологий предлагает высокоточные трафаретные принтеры и прецизионные трафареты для пайки для оптимизации этого процесса.
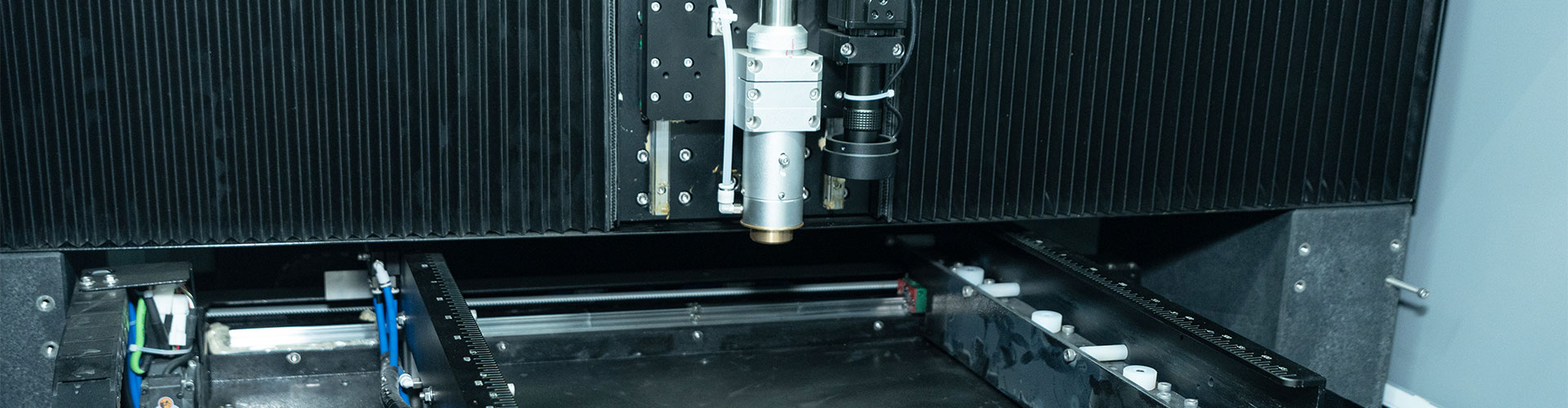
- Лазерные резаки: Для формирования отверстий и контуров.
- Печи для обжига: Для совместного обжига многослойных структур.
- Оборудование для тестирования: Для контроля качества и проверки электрических параметров.
5. Применение LTCC
Технология LTCC находит широкое применение в различных отраслях промышленности.
5.1. Электроника
LTCC широко используется в производстве:
- Микроволновых устройств (фильтры, аттенюаторы).
- Высокочастотных модулей.
- Многослойных печатных плат.
- Датчиков и сенсоров.
5.2. Автомобильная промышленность
LTCC применяется в автомобильных электронных системах, таких как:
- Блоки управления двигателем.
- Системы безопасности.
- Датчики давления и температуры.
5.3. Медицинское оборудование
LTCC используется в медицинских устройствах, таких как:
- Имплантируемые устройства.
- Датчики для диагностики.
- Медицинские модули.
Это лишь несколько примеров широкого спектра применений технологии LTCC. По мере развития технологий LTCC будет находить новые применения.
6. Современные тенденции и инновации в LTCC
Технология LTCC постоянно развивается, появляются новые материалы и методы производства.
6.1. Новые материалы
Исследования направлены на разработку новых керамических материалов с улучшенными характеристиками (например, с более низкой диэлектрической проницаемостью и меньшими потерями). Также ведутся работы по созданию новых проводящих материалов.
6.2. Новые методы производства
Разрабатываются новые методы формирования проводящих дорожек и отверстий (например, 3D-печать керамикой), а также методы снижения температуры обжига. Эти методы позволяют упростить процесс производства и повысить его эффективность.
6.3. Интеграция компонентов
Активно развивается интеграция пассивных компонентов (резисторов, конденсаторов) и даже активных компонентов (микросхем) в структуру LTCC, что позволяет создавать более компактные и функциональные устройства.
7. Оптимизация процесса LTCC
Оптимизация процесса LTCC является ключевым фактором для повышения производительности и снижения затрат. Ниже представлены основные аспекты оптимизации.
7.1. Управление параметрами обжига
Точное управление параметрами обжига (температура, время выдержки) позволяет получить оптимальные свойства конечного продукта. Оптимизация температурного профиля обжига является критическим фактором. Контроль над процессом обжига – это один из важнейших шагов в производстве LTCC.
7.2. Контроль качества
Тщательный контроль качества на всех этапах производства (выбор материалов, подготовка листов, формирование проводников, сборка, обжиг) позволяет снизить процент брака и повысить надежность изделий. Для этого необходимы современные системы контроля качества и автоматизация процессов. ООО Хэбэй Дэъоу по производству механических технологий может предоставить решения для контроля качества.
7.3. Автоматизация процессов
Автоматизация таких процессов, как литье, трафаретная печать, сборка и обжиг, позволяет повысить производительность, снизить затраты и уменьшить влияние человеческого фактора. Автоматизация производства – это путь к повышению эффективности.
8. Заключение
Технология LTCC представляет собой важный инструмент в современной электронике, позволяющий создавать компактные, надежные и высокопроизводительные устройства. Понимание основных этапов процесса, используемых материалов, оборудования и современных тенденций является ключом к успешной реализации проектов в этой области. По мере развития технологий LTCC будет находить все больше применений в различных отраслях промышленности. ООО Хэбэй Дэъоу по производству механических технологий, располагая необходимым оборудованием и опытом, готова помочь в реализации ваших проектов LTCC.
Для получения более подробной информации о конкретных материалах, оборудовании и технологиях, рекомендуется обратиться к следующим ресурсам:
Официальный сайт компании ООО Хэбэй Дэъоу по производству механических технологий: https://www.dokj.ru/
Данные о характеристиках материалов для LTCC можно найти на сайтах производителей керамики и проводников.
Технические статьи и обзоры в специализированных журналах по электронике.
Стандарты и руководства по производству LTCC.
table { width: 700px; margin: 20px auto; border-collapse: collapse;}th, td { border: 1px solid #ddd; padding: 8px; text-align: left;}th { background-color: #f2f2f2;}