ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
Вопрос стоимости форм для штамповки и резки литых подложек ltcc – это всегда компромисс. Вроде бы, всё понятно: материал, сложность геометрии, объем партии. Но на практике все гораздо сложнее. Мы часто сталкиваемся с ситуациями, когда первоначальная оценка сильно отличается от итоговой, и понять, почему, бывает непросто. Это не просто математика, это целый комплекс факторов, от выбора сплава до квалификации операторов. В этой статье я поделюсь своим опытом, ошибками и наблюдениями, которые, надеюсь, помогут вам в ваших проектах.
Начнем с главного: многие заказчики приходят с желанием получить максимально низкую цену. И это понятно, конкуренция высокая. Но попытки существенно сэкономить на формах для штамповки и резки литых подложек ltcc зачастую приводят к большим проблемам в будущем. Ведь цена – это не только стоимость изготовления, но и стоимость потенциальных брака, простоев оборудования и переделок. Помню один проект, где клиент настоял на использовании более дешевого сплава для матрицы. В итоге, из-за повышенной уязвимости к износу, матрица вышла из строя через несколько месяцев, что привело к значительным финансовым потерям.
Почему возникают такие расхождения? Во-первых, трудно точно оценить сложность геометрии. Современные ltcc подложки часто имеют очень сложные формы, с множеством мелких деталей и выступов. Даже небольшая неточность в форме может привести к серьезным проблемам при сборке. Во-вторых, не всегда возможно получить полную информацию о требованиях к качеству продукции. Если заказчик не четко понимает, какие параметры критичны, то это может привести к тому, что матрица будет изготовлена неоптимально.
Выбор материала для форм для штамповки и резки литых подложек ltcc – это один из ключевых факторов, влияющих на стоимость и срок службы. Обычно используются высокопрочные легированные стали, но в некоторых случаях применяются и более дорогие материалы, например, закаленные сплавы с высоким содержанием вольфрама или молибдена. Стоимость материала, конечно, напрямую зависит от его характеристик и поставщика. Но не стоит экономить на материале, иначе потом придется оплачивать его замену.
Особенно важно учитывать теплостойкость материала. При резке и штамповке литых подложек генерируется большое количество тепла, которое может привести к деформации или разрушению матрицы. Поэтому необходимо выбирать материал, который выдерживает высокие температуры и не подвержен термическому расширению.
Процесс изготовления форм для штамповки и резки литых подложек ltcc состоит из нескольких этапов: проектирование, обработка, термообработка, полировка и контроль качества. Каждый из этих этапов требует специальных знаний и оборудования. Проектирование матрицы – это сложная задача, требующая использования специализированного программного обеспечения и опыта инженеров-конструкторов. Обработка осуществляется на токарных, фрезерных и шлифовальных станках с ЧПУ, а термообработка – для повышения износостойкости материала. Полировка необходима для достижения гладкой поверхности, которая минимизирует трение и снижает риск брака.
Один из часто встречающихся вопросов – это выбор технологии изготовления. Существуют различные способы изготовления форм для штамповки и резки литых подложек ltcc: механическая обработка, электроэрозионная обработка, лазерная резка. Каждый способ имеет свои преимущества и недостатки. Механическая обработка – это самый распространенный и экономичный способ, но он требует больших затрат времени и может быть неэффективным для изготовления сложных форм. Электроэрозионная обработка позволяет изготавливать формы с высокой точностью, но она более дорогая и трудоемкая. Лазерная резка подходит для изготовления простых форм из мягких материалов, но не может использоваться для изготовления сложных форм из высокопрочных сталей.
Ошибки при проектировании форм для штамповки и резки литых подложек ltcc могут привести к серьезным проблемам. Например, неправильный выбор геометрии матрицы может привести к сложностям при извлечении детали из формы. Неправильный расчет коэффициентов охлаждения может привести к перегреву матрицы и ее разрушению. Неправильная разработка системы подачи масла может привести к неравномерному распределению нагрузки и деформации матрицы. Поэтому очень важно тщательно проверять проект матрицы на наличие ошибок.
В нашей компании (ООО Хэбэй Дэъоу по производству механических технологий, сайт: https://www.dokj.ru) мы всегда уделяем особое внимание проектированию форм для штамповки и резки литых подложек ltcc. Мы используем современное программное обеспечение для 3D-моделирования и симуляции, чтобы выявить возможные проблемы на ранней стадии. Мы также привлекаем к проектированию опытных инженеров-конструкторов, которые имеют большой опыт работы в этой области. Это позволяет нам изготавливать формы для штамповки и резки литых подложек ltcc высокого качества, которые долго служат и обеспечивают стабильную работу оборудования.
Контроль качества форм для штамповки и резки литых подложек ltcc – это обязательный этап, который позволяет выявить дефекты и отклонения от проектных параметров. Обычно используются различные методы контроля качества: визуальный контроль, геометрический контроль, контроль твердости, контроль химического состава. Визуальный контроль позволяет выявить дефекты поверхности, такие как царапины, трещины и сколы. Геометрический контроль позволяет проверить соответствие размеров и формы матрицы проектным параметрам. Контроль твердости позволяет оценить износостойкость материала. Контроль химического состава позволяет убедиться, что материал соответствует требованиям.
Мы используем современное оборудование для контроля качества, которое позволяет нам выявлять даже самые незначительные дефекты. Мы также проводим испытания форм для штамповки и резки литых подложек ltcc на реальном оборудовании, чтобы убедиться в их работоспособности. Это позволяет нам гарантировать, что наши формы для штамповки и резки литых подложек ltcc соответствуют самым высоким требованиям.
Помню один случай, когда заказчик принес нам матрицу, изготовленную у другого производителя. Матрица была изготовлена из более дешевого материала, и через несколько месяцев она вышла из строя. При рассмотрении матрицы мы обнаружили множество дефектов, таких как трещины, сколы и деформация. Это было связано с использованием некачественного материала и неправильным процессом обработки. Мы помогли заказчику изготовить новую матрицу из высококачественного материала и с использованием оптимальной технологии обработки. В результате, новая матрица прослужила гораздо дольше, чем предыдущая.
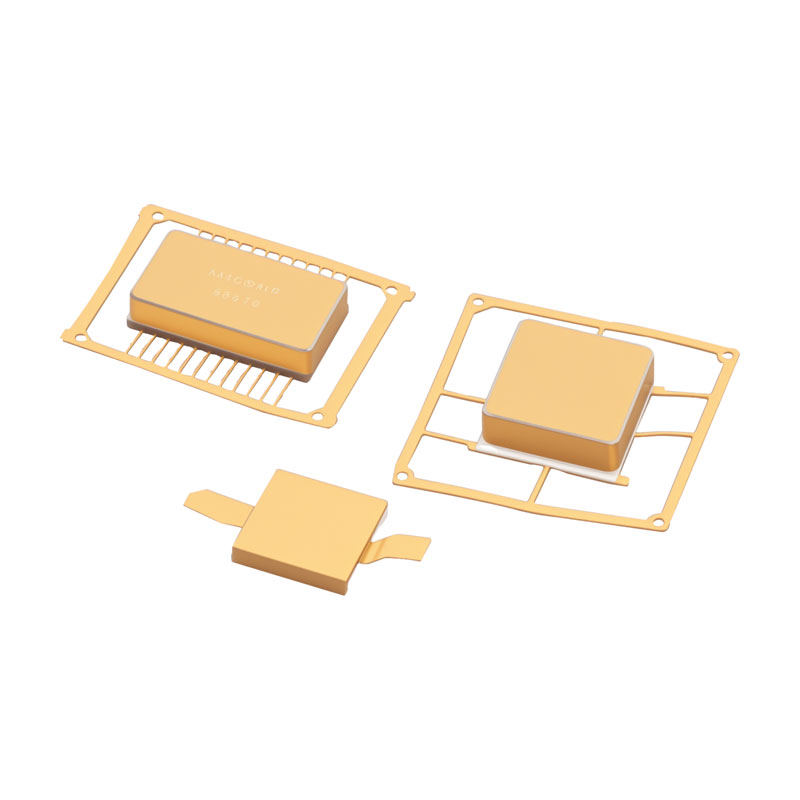
Другой пример: мы изготавливали формы для штамповки и резки литых подложек ltcc для одного из ведущих производителей микросхем. Заказчик предъявил очень высокие требования к качеству продукции, поэтому мы использовали самые современные технологии и материалы. В результате, формы для штамповки и резки литых подложек ltcc, изготовленные нами, обеспечили стабильную работу оборудования и высокую точность изготовления деталей. Клиент остался очень доволен нашим результатом.
Итак, цена форм для штамповки и резки литых подложек ltcc – это не просто цифра, это результат сложного комплексного анализа. Чтобы получить оптимальную цену, необходимо учитывать множество факторов, от выбора материала до квалификации операторов. Важно не экономить на качестве, а выбирать надежных поставщиков и заказывать формы для штамповки и резки литых подложек ltcc у компаний с опытом работы в этой области. Помните, что дешевая матрица может обойтись вам дороже в долгосрочной перспективе. Мы в ООО Хэбэй Дэъоу по производству механических технологий всегда стараемся найти оптимальный баланс между стоимостью и качеством, чтобы предложить нашим клиентам наиболее выгодные решения. Наш сайт: https://www.dokj.ru. Если у вас есть вопросы или вам нужна консультация, пожалуйста, обращайтесь.