ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
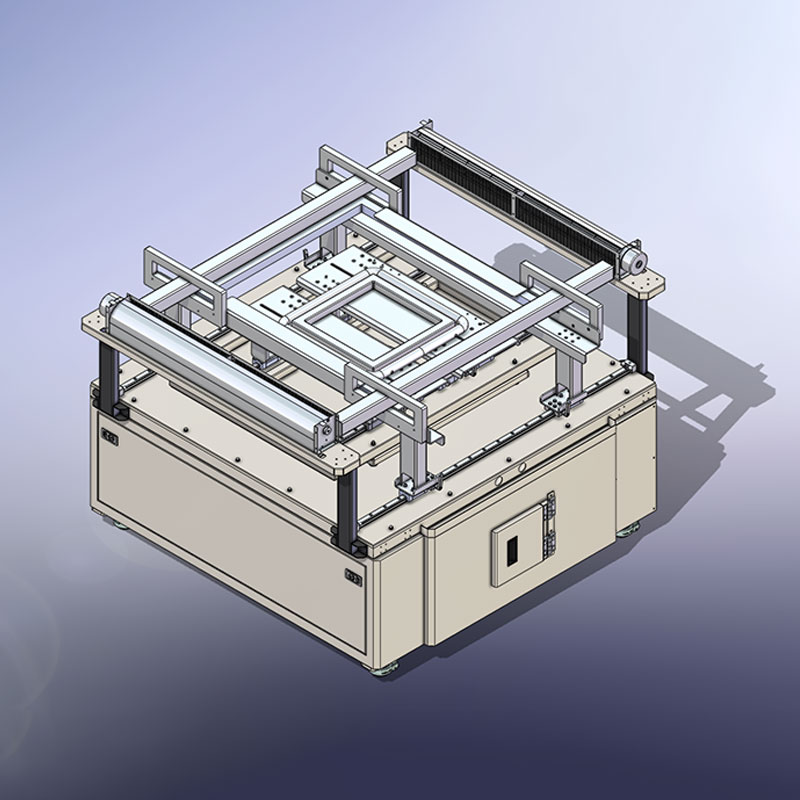
Попробуем разобраться, что скрывается за термином установки для штамповки и резки форм для литых подложек ltcc. Часто, когда речь заходит о производстве печатных плат с технологией LTCC, все сосредотачиваются на самом процессе литья, на полимеризации, на адгезии проводников. А вот подготовка форм для этой самой полимеризации, штамповка и резка – это тоже критически важный этап, который, как правило, недооценивается. Именно от качества этих операций зависит стабильность размеров, повторяемость и, в конечном итоге, надежность конечного продукта. Да, конечно, есть готовые решения от разных производителей, но что именно нужно, чтобы добиться нужного результата, это уже совсем другая история. И часто, опыт приходит только через ошибки…)
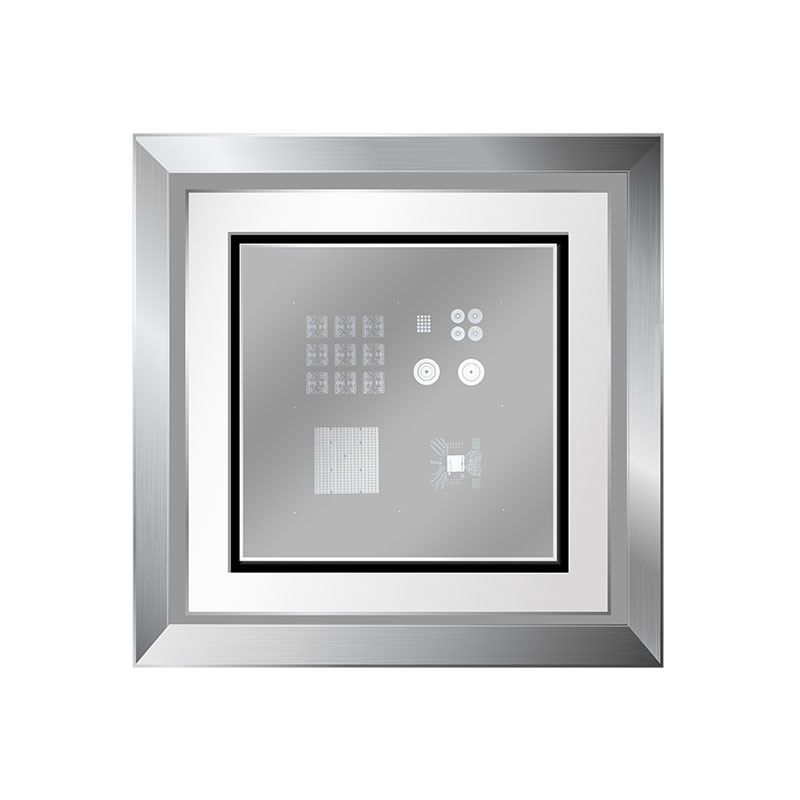
Итак, речь идет не просто о создании формы, в которую заливается смола для LTCC. Это комплекс операций, требующих высокой точности, контроля и понимания материала. Мы говорим о штамповке форм, которая позволяет создавать прототипы и серийные изделия из металлов (например, алюминия) с высокой степенью детализации, и о резке пресс-форм, где требуется соблюдение точных размеров и углов, чтобы обеспечить правильную геометрию ячеек для полимеризации. И, конечно, выбор материала для этих самых форм – это отдельная большая тема, от которой зависит срок службы и качество изготавливаемых LTCC-подложек.
В последнее время, интерес к LTCC растет, а вместе с ним и требования к качеству производственных процессов. Растет и сложность форм. Это уже не просто простейшие квадратные ячейки, а сложные геометрические фигуры с различными типами проводников и слоями. Поэтому стандартные решения могут не подойти, и приходится искать индивидуальный подход. Мы в ООО Хэбэй Дэъоу по производству механических технологий (https://www.dokj.ru/) регулярно сталкиваемся с такой необходимостью.
Процесс штамповки форм требует очень точного расчета и проектирования. Нельзя просто взять готовую форму и попробовать ее штамповать. Важно учитывать коэффициент усадки материала, толщину стенок и сложность контура. Даже небольшие отклонения могут привести к дефектам в готовых LTCC-подложках. Часто возникают проблемы с выходом материала при штамповке сложных профилей. Приходится экспериментировать с параметрами пресса, скоростью штамповки и типом инструмента. Мы, например, часто используем качественные штамповые стальные марки, но все равно приходится постоянно оптимизировать процесс для каждой конкретной формы.
Иногда проблема не в материале, а в геометрии самой формы. Например, при штамповке сложных углов или выступов может возникать образование складок или деформаций. В таких случаях приходится использовать специальные методы штамповки, такие как вальцевание или вытяжка. Это, конечно, увеличивает стоимость производства, но позволяет добиться более высокого качества.
Не стоит забывать и о масляной смазке. Правильный выбор смазки может значительно продлить срок службы штампов и улучшить качество штампованных деталей. Мы используем специальные смазки, которые не оставляют следов на поверхности металла и не влияют на свойства конечного продукта.
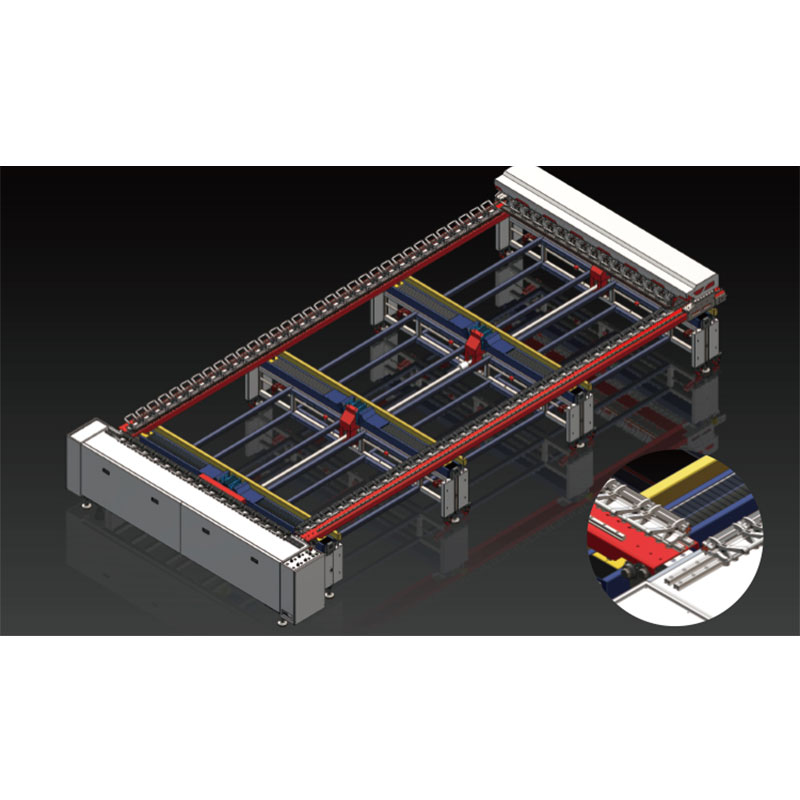
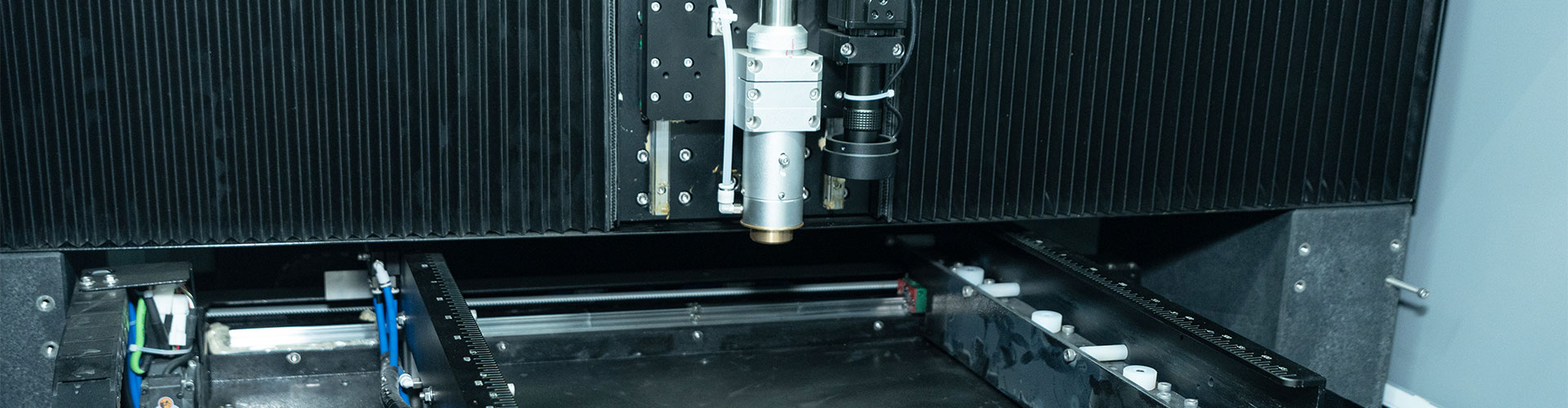
Резка пресс-форм – это еще одна критически важная операция. Здесь требуется высокая точность и минимальная шероховатость поверхности. Иначе, при дальнейшей сборке и заливке смолы, могут возникнуть проблемы с адгезией и стабильностью размеров. Мы часто используем лазерную резку для этой цели. Она обеспечивает высокую точность и чистоту реза, но и стоит дороже, чем, например, фрезерная резка. Выбор технологии зависит от материала формы и требуемой точности.
Особое внимание стоит уделить охлаждению пресс-форм при резке. В процессе резки выделяется большое количество тепла, которое может привести к деформации или термическому расширению формы. Поэтому необходимо использовать эффективные системы охлаждения. В нашем цеху для охлаждения пресс-форм используется вода с добавлением специальных присадок.
Важным аспектом является и контроль качества после резки. Необходимо проверять геометрию формы, наличие дефектов и соответствие размерам. Используем координатно-измерительные машины (КИМ) для точного измерения размеров и контроля качества.
Выбор материала для форм для литых подложек ltcc – это важный параметр, влияющий на срок службы и качество изготавливаемого продукта. Наиболее часто используются различные марки стали, но также применяются керамические материалы и полимеры. Выбор материала зависит от множества факторов, таких как сложность формы, температура полимеризации и требования к точности.
Например, при производстве LTCC-подложек с высокой температурой полимеризации, необходимо использовать материалы, которые выдерживают высокие температуры без деформации и разрушения. В таких случаях часто используют специальные марки инструментальной стали или керамические материалы. Однако, они дороже, чем обычные стальные формы. При малых объемах производства, целесообразно использовать более дешевые материалы, но при больших объемах, инвестиции в более качественные формы окупаются за счет увеличения срока службы и снижения количества брака.
Еще один важный фактор – твердость материала. Чем выше твердость, тем дольше форма будет служить. Однако, высокая твердость может привести к повышенному износу инструмента и увеличению стоимости резки. Поэтому необходимо найти оптимальный баланс между твердостью и стоимостью.
В процессе работы с установками для штамповки и резки форм для литых подложек ltcc, неизбежно возникают проблемы. Например, может возникнуть проблема с деформацией формы при штамповке сложных профилей. В этом случае можно попробовать изменить параметры штамповки, использовать более прочную сталь или изменить геометрию формы. Или же можно использовать специальные методы стабилизации формы, такие как охлаждение или термообработка.
Также часто возникает проблема с образованием дефектов на поверхности формы, таких как царапины или сколы. Это может привести к ухудшению качества изготавливаемого продукта. Для решения этой проблемы необходимо использовать качественные инструменты и соблюдать правила хранения и эксплуатации формы.
Нельзя забывать и о квалификации персонала. Работа с установками для штамповки и резки форм для литых подложек ltcc требует определенных навыков и знаний. Поэтому необходимо проводить обучение персонала и следить за тем, чтобы они соблюдали правила безопасности.
В заключение хочу сказать, что установки для штамповки и резки форм для литых подложек ltcc – это сложный и многогранный процесс, требующий индивидуального подхода и постоянной оптимизации. Не существует универсального решения, которое подойдет для всех случаев. Важно учитывать множество факторов, таких как сложность формы, материал, требования к точности и объем производства.
ООО Хэбэй Дэъоу по производству механических технологий (https://www.dokj.ru/) имеет большой опыт в разработке и производстве форм для литых подложек ltcc, и готова предложить индивидуальные решения для ваших задач. Мы всегда рады помочь нашим клиентам добиться наилучшего качества и эффективности производства. Мы постоянно совершенствуем наши технологии и материалы, чтобы соответствовать растущим требованиям рынка.
Надеюсь, это небольшое рассуждение оказалось полезным. Главное, не бойтесь экспериментировать и постоянно учиться. Ведь только так можно добиться настоящего мастерства в этой непростой, но такой интересной области.