ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
Всегда интересно наблюдать за тем, как порой, несмотря на кажущуюся простоту процесса, производство керамических корпусов превращается в настоящий инженерный квест. Часто слышу от новых ребят, что это просто 'выпекать керамику в печи', но это, конечно, крайнее упрощение. На самом деле, установки для производства основных типов керамических корпусов – это целая совокупность оборудования, процессов и, что немаловажно, знаний. Особенно это касается корпусов, требующих высокой точности, однородности и надежности. Недавно мы, в ООО Хэбэй Дэъоу по производству механических технологий, занимались модернизацией одной из таких линий, и это опять заставило задуматься о всей сложности задачи.
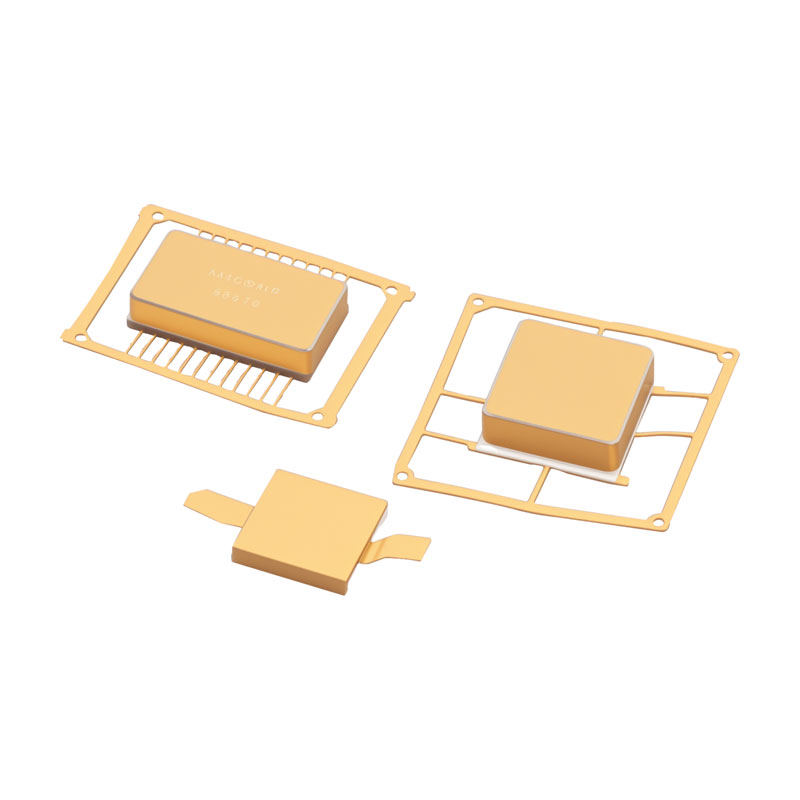
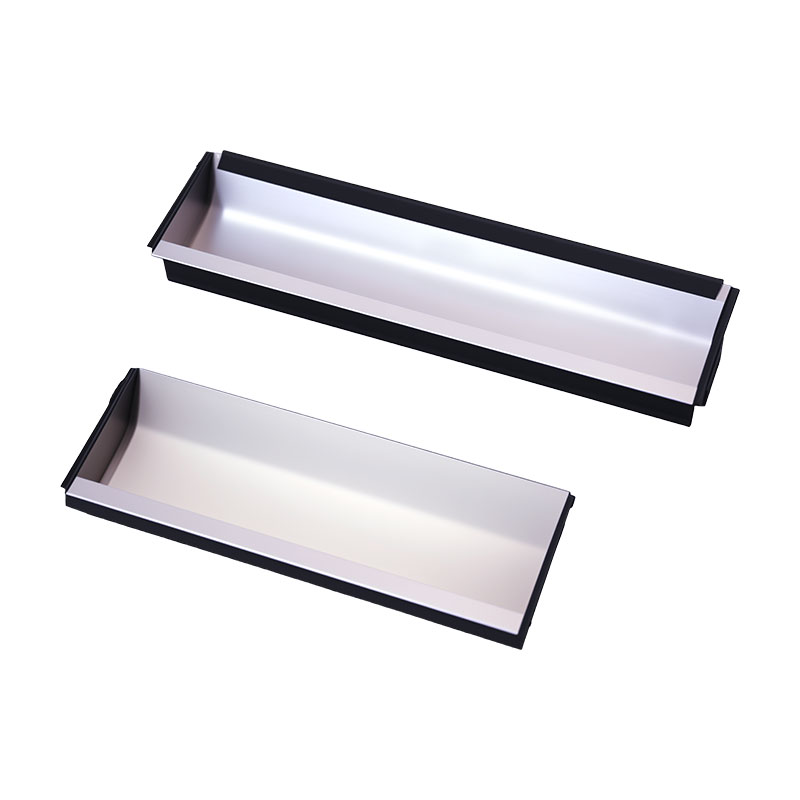
Когда говорим о 'основных типах', имеем в виду широкий спектр: от простых однослойных корпусов из шамотной керамики до сложных многослойных конструкций из различных керамических материалов (Al?O?, ZrO?, Si?N?). Каждый из этих типов требует своего подхода к производству, своего оборудования и, конечно, своего программного обеспечения. В целом, можно выделить три основных метода: порошковая метастабильная керамика (PMI), керамика, спеченная с использованием высокотемпературной обработки и керамика, полученная методом экструзии. Каждый из них имеет свои преимущества и недостатки, влияющие на выбор конкретной установки для производства. Например, для PMI обычно используют пресс-формы, а для экструзии – экструдеры, а уж какие конкретно – это уже зависит от геометрии корпуса и требуемой точности. В нашей практике часто сталкиваемся с запросами на производство корпусов сложной формы, что практически всегда требует индивидуального подхода к выбору оборудования.
PMI – это, пожалуй, самый распространенный метод производства керамических корпусов в настоящее время. Он сочетает в себе относительно невысокую стоимость оборудования и неплохую механическую прочность готового изделия. В основе метода лежит прессование порошка керамики в пресс-форме, с последующей спеканием при высокой температуре. Но здесь есть свои нюансы. Качество готового продукта напрямую зависит от качества порошка, параметров прессования и спекания. Проблемы с порошком – это, пожалуй, самый частый источник проблем. Неравномерное распределение частиц, наличие примесей, неоптимальные характеристики – все это может привести к образованию трещин, сколов и снижению механических свойств. Недавно у одного клиента мы столкнулись с проблемой, когда при производстве корпусов из Al?O? постоянно возникали трещины. После анализа выяснилось, что проблема была в неправильном выборе связующего вещества для порошка. Это показало нам, насколько важно тщательно подходить к подбору материалов и параметров процесса.
При выборе установки для PMI следует обращать внимание на следующие параметры: давление прессования, температура и время спекания, систему контроля температуры, возможность автоматизации процесса. Также важно, чтобы пресс-формы были изготовлены из качественного материала и имели точные размеры. Использование автоматизированных систем прессования и спекания позволяет повысить производительность и снизить количество брака. Важно понимать, что выбор конкретной установки – это всегда компромисс между стоимостью, производительностью и качеством. Мы часто рекомендуем нашим клиентам выбирать оборудование, которое соответствует их текущим и будущим потребностям.
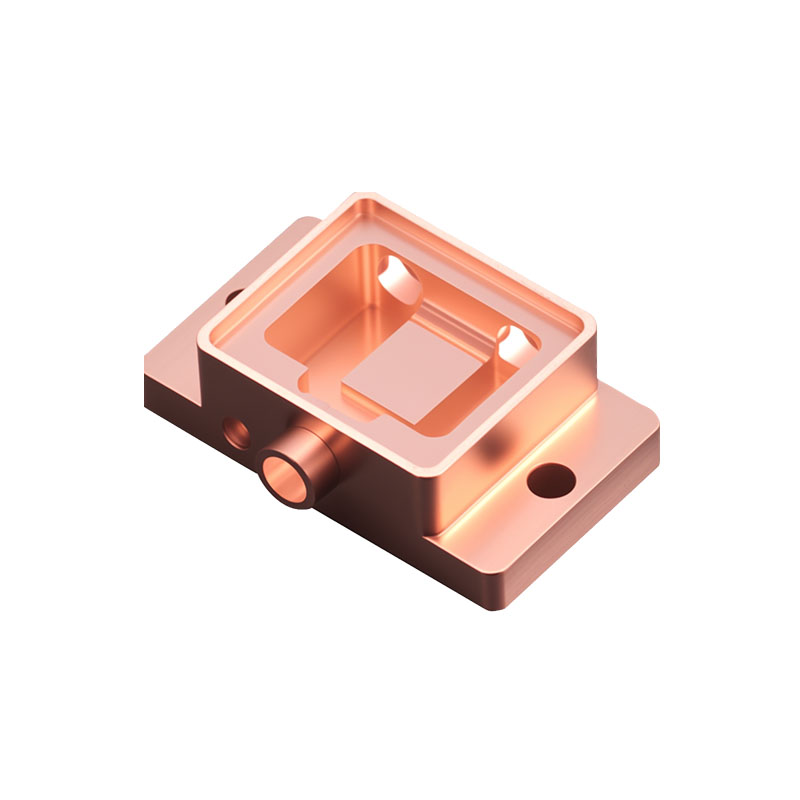
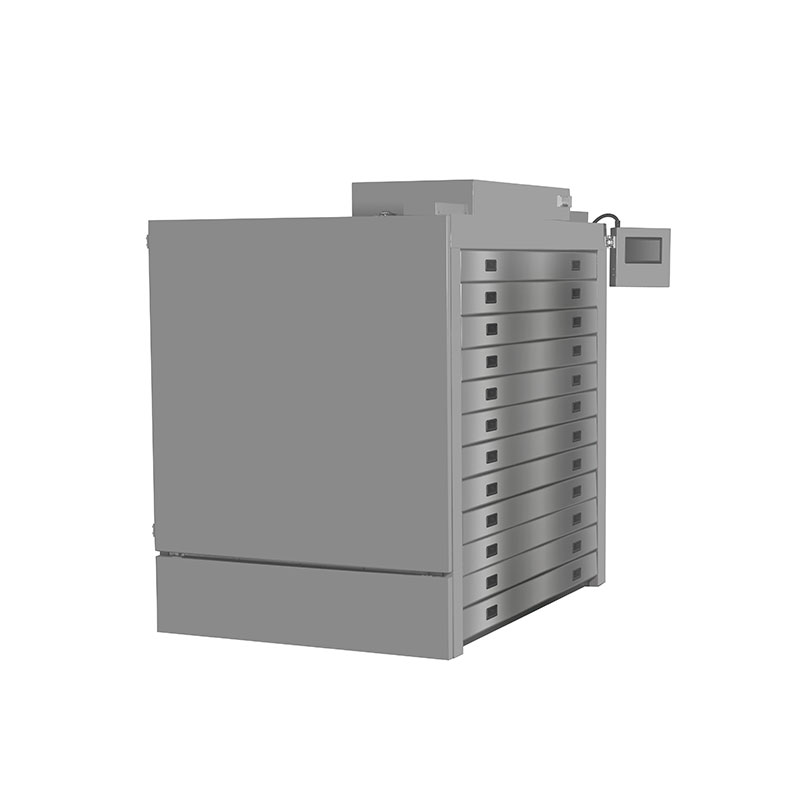
Метод спекания при высокой температуре, как правило, используется для производства корпусов из высокопрочных керамических материалов, таких как ZrO? и Si?N?. Этот метод позволяет получить изделия с высокой плотностью и механическими свойствами. Оборудование для спекания при высокой температуре обычно представляет собой печи с контролируемой атмосферой и температурой. Важным параметром является градиент температуры, который должен быть равномерным по всему объему печи. Неравномерный градиент температуры может привести к образованию внутренних напряжений и трещин. Кроме того, важно контролировать состав атмосферы в печи, чтобы избежать окисления или других химических реакций, которые могут негативно повлиять на свойства изделия. Обычно используют инертную атмосферу (например, аргон) или вакуум.
В нашем случае, при производстве корпусов из Si?N? мы используем установки для спекания с зональным нагревом. Это позволяет создать градиент температуры, который равномерно распределяется по всему объему печи. Кроме того, мы используем систему контроля атмосферы, которая позволяет поддерживать необходимый состав атмосферы в печи. Такие установки для производства позволяют нам получать корпусы с высокой плотностью и механическими свойствами, которые соответствуют требованиям наших клиентов. Однако, стоит отметить, что спекание при высокой температуре – это дорогостоящий процесс, требующий больших затрат энергии. Поэтому важно оптимизировать параметры процесса, чтобы снизить потребление энергии и повысить экономическую эффективность производства.
Как я уже упоминал, одним из наиболее частых источников проблем при производстве керамических корпусов является качество порошка. Кроме того, часто возникают проблемы, связанные с деформацией и трещинами во время спекания. Для решения этих проблем мы используем различные методы: оптимизацию параметров прессования и спекания, использование специальных добавок в порошок, применение методов холодного прессования, а также использование современных материалов с улучшенными механическими свойствами. Например, при производстве корпусов для электронной промышленности, мы все чаще используем керамику с добавлением углеродных нанотрубок, что позволяет повысить ее механическую прочность и теплопроводность.
Еще одна проблема, с которой мы сталкиваемся, – это образование дефектов на поверхности корпуса. Это может быть связано с неправильным выбором материала, неправильными параметрами обработки или недостаточной чистотой оборудования. Для решения этой проблемы мы используем различные методы обработки поверхности: полировку, шлифование, глазурование. Кроме того, мы применяем методы контроля качества, которые позволяют выявить дефекты на ранних стадиях производства. В последнее время мы все больше внимания уделяем использованию цифровых технологий, таких как 3D-моделирование и симуляция, что позволяет нам оптимизировать процесс производства и избежать многих проблем.
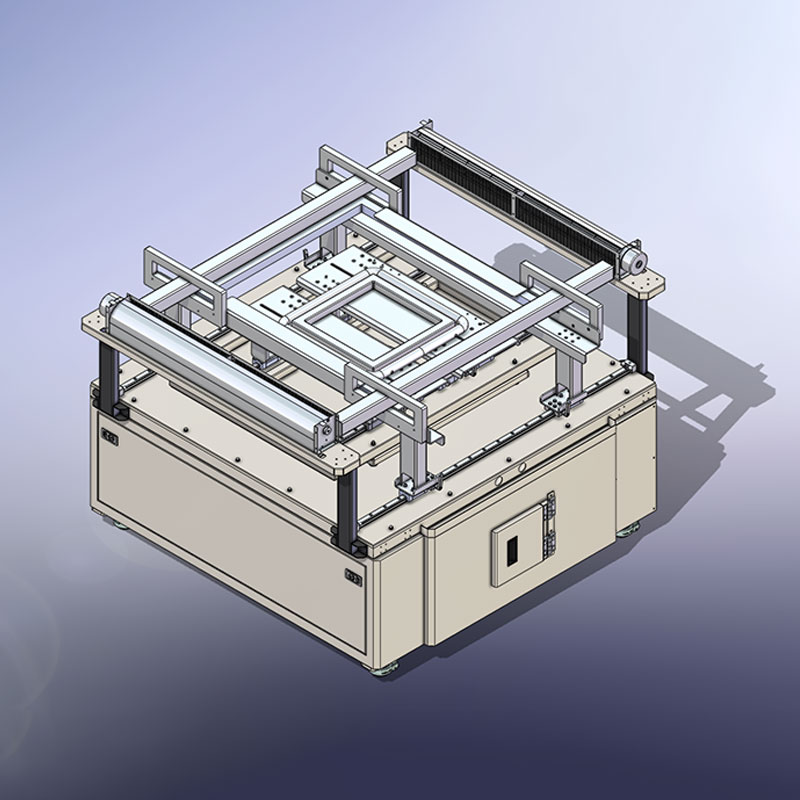
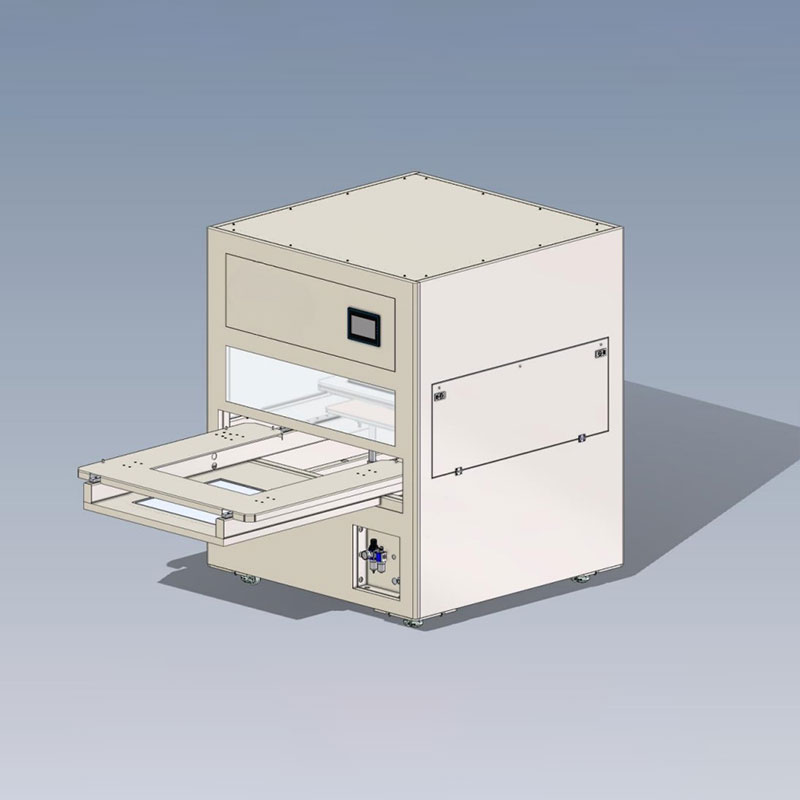
Современные установки для производства основных типов керамических корпусов часто оснащаются системами автоматизации и контроля, которые позволяют повысить производительность и снизить количество брака. Эти системы могут включать в себя автоматические системы прессования, спекания, охлаждения, а также системы контроля температуры, давления и других параметров процесса. Автоматизация процесса позволяет снизить влияние человеческого фактора и обеспечить стабильное качество готового продукта. Кроме того, автоматические системы контроля позволяют оперативно выявлять и устранять отклонения от заданных параметров, что позволяет предотвратить возникновение проблем.
Наши клиенты все чаще обращаются к нам с запросами на автоматизацию производства. Мы предлагаем им комплексные решения, включающие в себя проектирование и изготовление установок для производства, а также внедрение систем автоматизации и контроля. Мы также оказываем услуги по обучению персонала и технической поддержке. В конечном итоге, наша цель – помочь нашим клиентам повысить эффективность и конкурентоспособность их бизнеса. И постоянное изучение новых технологий и материалов – это ключ к успеху в этой сфере. ООО Хэбэй Дэъоу по производству механических технологий всегда стремится быть в авангарде инноваций, и мы уверены, что сможем предложить нашим клиентам самые современные и эффективные решения для производства керамических корпусов.