ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
В сфере пайки, особенно при использовании прецизионных трафаретов, часто возникает проблема – недостаточно точная передача формы и размеров детали. И вот тут-то и возникает вопрос: как понять, правильно ли откалибрована печать на трафарете? Мы, как правило, полагаемся на визуальный осмотр, но это далеко не всегда надежно. За годы работы с различными материалами и технологиями, я убедился, что существует несколько простых, но эффективных способов оценить интенсивность экспозиции на трафарете, не прибегая к дорогостоящим измерительным приборам. И это не просто теория, а опыт, основанный на реальных, порой весьма болезненных, экспериментах.
Встречается это довольно часто: делаешь трафарет, наносишь припой, а результат не совсем тот, который ожидаешь. Особенно это заметно при пайке сложных геометрических фигур или при использовании тонких элементов. Причин может быть несколько: некачественный трафарет, неправильный выбор фоторадиирующего материала, недостаточная экспозиция, или, как мы сейчас будем разбираться, неправильная калибровка процесса печати. Но прежде чем винить все в трафарете, нужно убедиться, что проблема именно в этом. Именно поэтому точный тест интенсивности экспозиции на трафарете для пайки – это важный этап контроля качества.
Не стоит недооценивать визуальный осмотр, он по-прежнему важен, но его недостаточно. Глаз человека может ошибаться, особенно при работе с небольшими деталями или при наличии небольших дефектов. Более того, наше восприятие может быть искажено, например, из-за освещения или усталости. Надежность такого контроля ограничена, и он часто приводит к непредсказуемым результатам. Лучше иметь дополнительный способ проверки.
Помню один случай, когда мы изготавливали трафареты для пайки микросхем. Мы полагались только на визуальный контроль и в итоге получили партию трафаретов с серьезными дефектами. Потребовалось переделать всю партию, что привело к значительным финансовым потерям и задержке производства. Этот случай стал для нас уроком: нельзя полагаться только на визуальный осмотр при производстве прецизионных трафаретов.
Один из самых простых и доступных способов оценки интенсивности экспозиции – это использование ультрафиолетового излучения. При экспонировании трафарета ультрафиолетом, фоторадиирующее вещество изменяет свои свойства. Чем выше интенсивность экспозиции, тем сильнее изменение. При облучении ультрафиолетом, можно увидеть, как трафарет 'светится' в ультрафиолетовом свете. Это позволит оценить, насколько равномерно и интенсивно произошло изменение фоторадиирующего материала. Помните, что безопасность превыше всего, работайте в защитных очках и перчатках.
1. После экспонирования трафарет необходимо проявить (проявить засвеченные участки). Если проявление выполнено правильно, то на трафарете должны остаться четкие контуры формы.2. После проявления трафарет помещают под ультрафиолетовый источник света.3. В ультрафиолетовом свете засвеченные участки должны ярко светиться, а незасвеченные – оставаться невидимыми или слабо светиться. Чем ярче свечение, тем выше интенсивность экспозиции в соответствующей области.4. Сравните свечение трафарета, полученное при разных интенсивностях экспозиции, чтобы определить оптимальный режим работы.
Наши специалисты часто используют этот метод для контроля качества. Он прост в исполнении, не требует дорогостоящего оборудования и дает достаточно точную информацию об интенсивности экспозиции. Однако, важно учитывать, что этот метод не дает информации о равномерности экспозиции, поэтому его лучше использовать в сочетании с другими методами контроля.
Еще один способ контроля качества – это использование специальных индикаторных красок. Индикаторная краска наносится на трафарет перед экспонированием. После экспонирования и проявления, краска показывает области, которые были более или менее интенсивно экспонированы. Это позволяет выявить неровности и отклонения в процессе экспонирования. Этот метод может быть особенно полезен при работе с трафаретами сложной формы или при использовании материалов с разной светочувствительностью.
Существует несколько типов индикаторных красок, предназначенных для разных фоторадиирующих материалов. Важно выбрать краску, которая совместима с используемым материалом и соответствует требованиям технологии. Краска наносится на трафарет равномерным слоем, с помощью специального валика или кисти. Важно, чтобы слой краски был достаточно тонким и однородным. После нанесения краски, трафарет экспонируется и проявляется, как описано выше.
В нашей компании мы используем индикаторные краски на основе слюды. Они позволяют получить очень точную информацию об интенсивности экспозиции и легко удаляются после проявления. Этот метод является одним из самых надежных и эффективных для контроля качества прецизионных трафаретов.
Для более детальной оценки интенсивности экспозиции можно использовать микроскоп. С помощью микроскопа можно рассмотреть структуру трафарета и выявить небольшие дефекты или отклонения в форме. Это особенно полезно при работе с трафаретами, которые используются для пайки мелких элементов. Под микроскопом можно оценить равномерность проявления и выявить области, которые были недостаточно экспонированы или переэкспонированы.
Перед микроскопическим анализом трафарет необходимо подготовить. Трафарет должен быть чистым и сухим. Для более удобного наблюдения, трафарет можно поместить на предметное стекло и покрыть покровным стеклом.
Этот метод требует определенной квалификации и опыта. Однако, он позволяет получить наиболее точную и полную информацию об интенсивности экспозиции и выявить скрытые дефекты, которые не видны невооруженным глазом.
При работе с прецизионными трафаретами для пайки, необходимо учитывать несколько важных факторов. Во-первых, важно использовать качественные фоторадиирующие материалы и трафаретную пленку. Во-вторых, необходимо правильно подобрать параметры экспонирования: время экспозиции, интенсивность ультрафиолетового излучения. В-третьих, необходимо убедиться, что трафарет проявлен правильно. Неправильная калибровка процесса может привести к серьезным проблемам при пайке. И, наконец, всегда проводите тестовые эксперименты, прежде чем переходить к серийному производству. В противном случае, вы рискуете потратить много времени и денег на изготовление некачественных трафаретов.
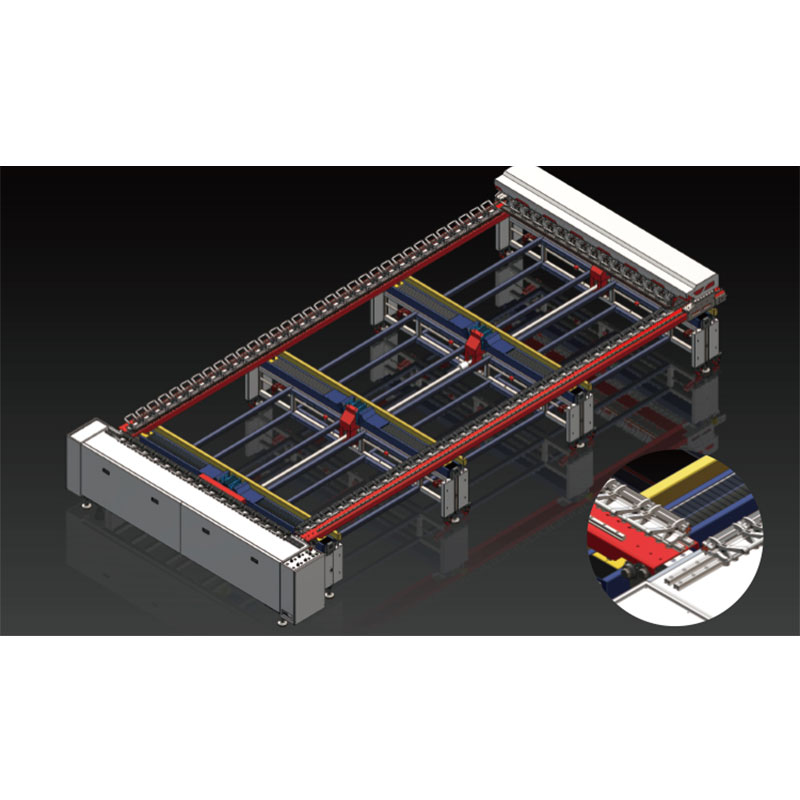
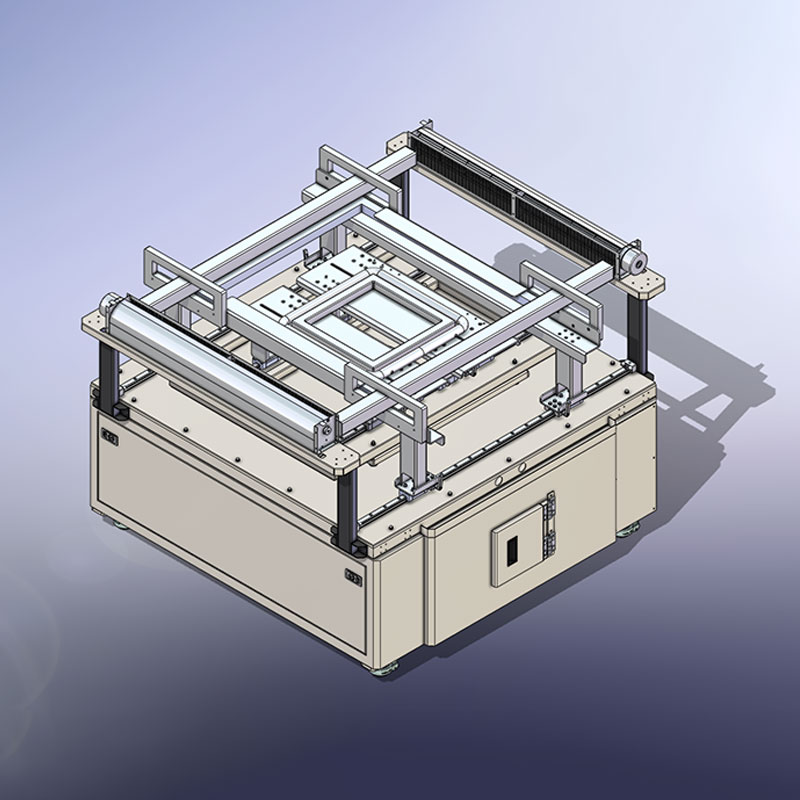
Мы в ООО Хэбэй Дэъоу по производству механических технологий постоянно совершенствуем наши методы контроля качества прецизионных трафаретов. Мы используем современные технологии и оборудование, а также тщательно следим за квалификацией наших специалистов. Наша цель – обеспечить нашим клиентам трафареты высочайшего качества, которые соответствуют самым строгим требованиям.
Частота ошибок при работе с точным тестом интенсивности экспозиции на трафарете для пайки весьма прискорбна. Одни используют некачественные материалы, другие неправильно рассчитывают время экспозиции, третьи не контролируют температуру окружающей среды. Помните, все эти факторы взаимосвязаны и влияют на конечный результат. Неправильный выбор материала для трафарета может привести к неровной экспозиции, а несоблюдение температурного режима может существенно повлиять на скорость проявления. Важно учитывать все нюансы и тщательно контролировать каждый этап процесса.
Не менее распространены ошибки при проявлении трафарета. Недостаточное или избыточное проявление может привести к нечетким контурам и ухудшению качества трафарета. Рекомендуется использовать профессиональные проявители и строго соблюдать инструкции по их применению.