ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
Если вы только начинаете работать с прессованием LTCC, то, возможно, столкнетесь с распространенным заблуждением: достаточно иметь хорошую пресс-форму, чтобы получать качественные изделия. Это, конечно, упрощение. Качество готовых плат – это комплексный показатель, зависящий от многих факторов. Многие новички забывают про нюансы геометрии базальной пластинки, её влияние на процесс и, как следствие, на финальный результат. Именно об этом и пойдет речь – о практическом опыте работы с прессо-формами для базальных пластинок с пленочным литьем LTCC, о том, что работает, а что нет, и о тех сложностях, с которыми приходится сталкиваться в реальной практике.
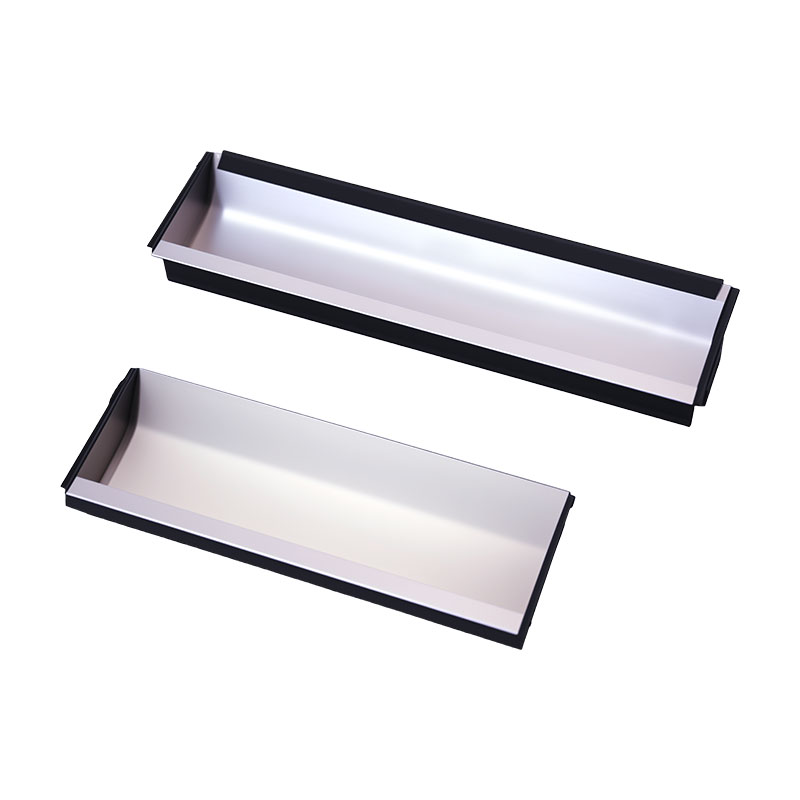
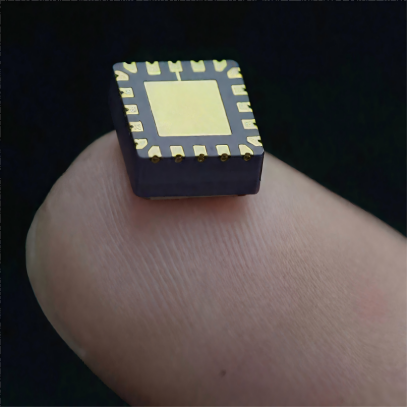
Прежде чем углубляться в детали пресс-форм, важно понять, что такое базальная пластинка и чем она отличается от обычных подложек. Базальная пластинка – это многослойная конструкция, обеспечивающая высокую теплопроводность и механическую прочность. Её геометрия, особенно в области микро- и мезо-контактов, играет критическую роль в равномерности заполнения слотов при пленочном литье. Неправильный подбор профилей, неточности в размерах, даже незначительная неровность поверхности – всё это может привести к образованию дефектов, таких как воздушные карманы, трещины или неполное заполнение. Мы несколько раз сталкивались с ситуацией, когда казалось, что пресс-форма идеальна, а результаты неудовлетворительные. Причиной оказалась неточность в профиле подложки – небольшое отклонение от расчетного. Это, как показывает практика, очень распространенная проблема, связанная с погрешностями в изготовлении или травлении.
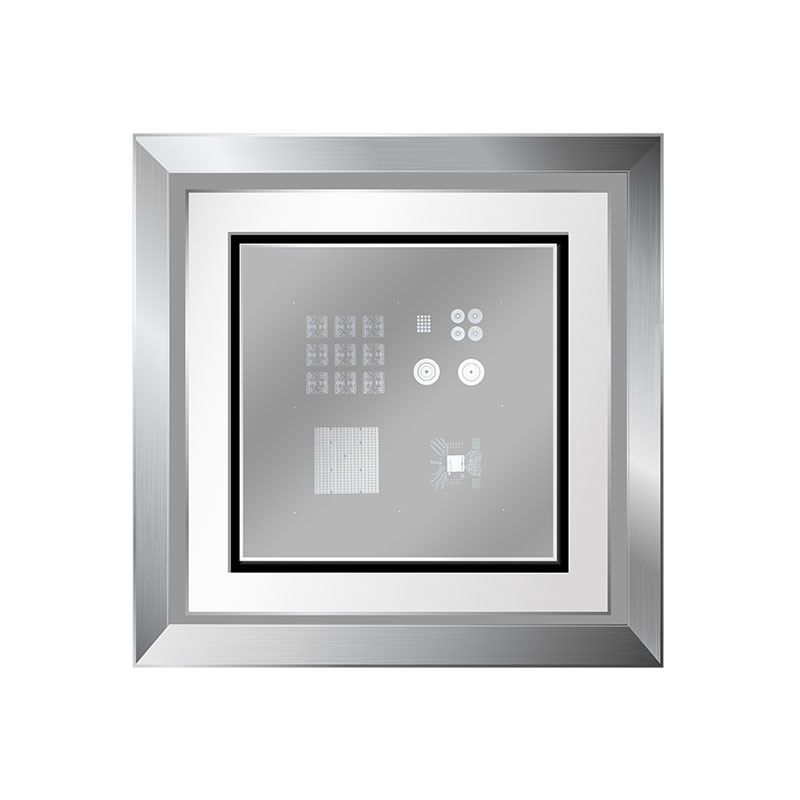
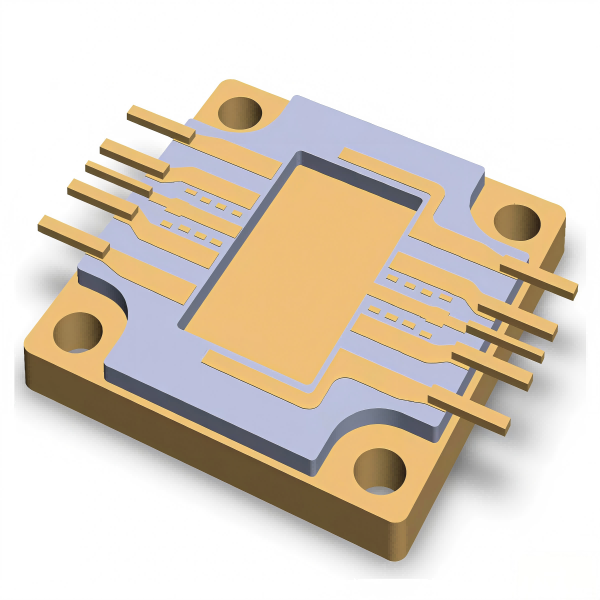
Нам однажды привезли пресс-форму, заказанную у стороннего производителя, для производства LTCC плат с сложным рисунком контактных площадок. Сначала все шло хорошо, брак был минимальным. Но после нескольких партий изделий качество стало ухудшаться – появились микротрещины в слотах. Детальнейший анализ показал, что проблема была в профиле слотов на базальной пластинке. Производитель немного не учел эффект теплового расширения материала подложки, что привело к перекосу формы при нагревании и охлаждении. Это урок, который мы запомнили надолго – нужно тщательно согласовывать геометрию пресс-формы и профиля подложки, учитывая все факторы, влияющие на процесс литья.
Недостаточно просто обеспечить точность основных размеров пресс-формы. Очень важно контролировать микрогеометрию – шероховатость поверхности, наличие царапин и других дефектов. Даже небольшие отклонения могут повлиять на адгезию слоев при литье и приводить к дефектам поверхности. Мы используем оптические микроскопы и профилометры для контроля качества поверхностей пресс-форм. Также, перед запуском производства, всегда проводим пробный залив, чтобы выявить потенциальные проблемы. Это позволяет избежать дорогостоящих браков и оптимизировать процесс.
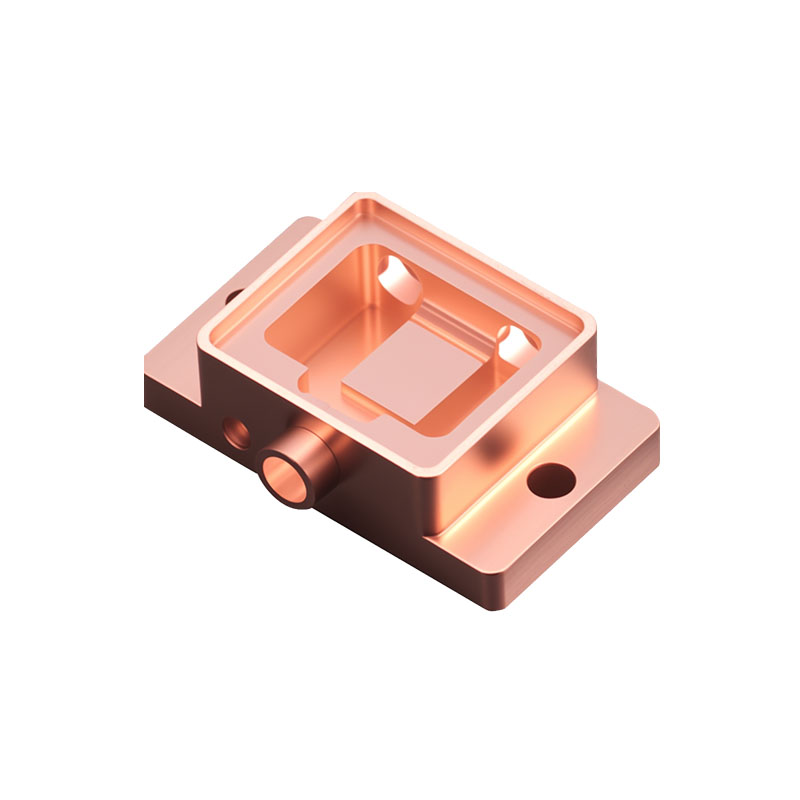
Еще один важный момент – качество используемых материалов для пресс-форм. Для LTCC плат, особенно при высоких температурах, необходимо использовать пресс-формы из жаростойких сплавов, например, на основе бериллия или никеля. Иначе пресс-форма может деформироваться или разрушиться при первых же запусках. Мы работаем с несколькими поставщиками материалов для пресс-форм, чтобы обеспечить оптимальное соотношение цены и качества. При выборе материала учитываются не только его жаростойкость, но и твердость, износостойкость и химическая стойкость.
Процесс пленочного литья LTCC не так прост, как может показаться на первый взгляд. Он требует строгого контроля параметров процесса, таких как температура, давление и время литья. Неправильный выбор параметров может привести к образованию дефектов, таких как воздушные карманы, деформации или отслоение слоев. Эти дефекты могут быть вызваны как проблемами с пресс-формой, так и проблемами с самим процессом литья. Важно уметь дифференцировать их и принимать соответствующие меры.
Часто возникают проблемы с вытеканием полимерной массы из труднодоступных мест пресс-формы. Это связано с низкой вязкостью материала или с неправильным расположением выталкивателей. В таких случаях приходится корректировать геометрию пресс-формы или использовать специальные приемы, такие как применение вакуума. Иногда для решения проблемы достаточно изменить параметры процесса литья – увеличить давление или время литья.
Как уже упоминалось, анализ дефектов – это важная часть процесса контроля качества. При обнаружении дефектов необходимо провести тщательный анализ причин их возникновения. Это может потребовать использования специализированного оборудования, такого как микроскопы, рентгеновские аппараты или ультразвуковые дефектоскопы. На основе результатов анализа необходимо внести изменения в конструкцию пресс-формы или в параметры процесса литья. Например, при обнаружении воздушных карманов, мы часто увеличиваем давление при литье или изменяем геометрию выталкивателей.
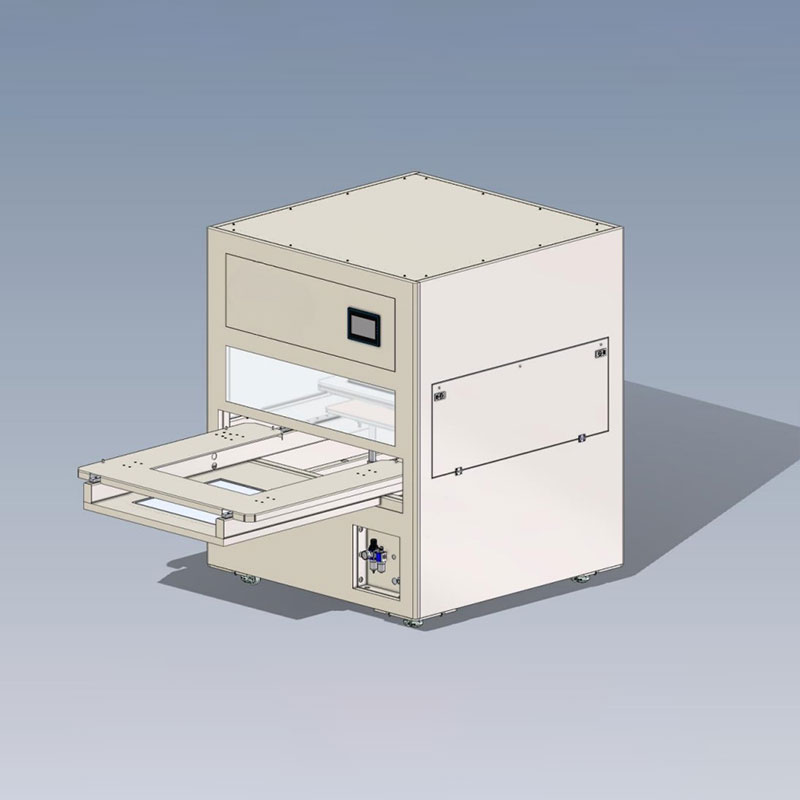
Оптимизация процесса изготовления пресс-форм для базальных пластинок с пленочным литьем LTCC – это постоянный процесс. Он включает в себя не только улучшение геометрии пресс-формы, но и оптимизацию технологических процессов изготовления. Например, мы используем современные технологии обработки пресс-форм, такие как EDM (электрическое травление) и микроточение, чтобы обеспечить высокую точность размеров и микрогеометрии. Также, мы применяем методы термообработки для повышения твердости и износостойкости пресс-форм.
Нам неоднократно приходилось оптимизировать процесс изготовления пресс-форм для конкретных видов LTCC плат. Это подразумевает детальную работу с инженерами-конструкторами и технологами, а также проведение ряда испытаний и экспериментов. Например, для производства LTCC плат с очень маленькими слотами мы используем специализированное оборудование для EDM и микроточения. Это позволяет нам получать пресс-формы с невероятной точностью и высоким качеством поверхности.
Мы сотрудничаем с несколькими литейными производствами, чтобы получить пресс-формы, соответствующие нашим требованиям. При выборе литейного производства, мы обращаем внимание на его опыт работы с пресс-формами для LTCC, наличие современного оборудования и квалифицированного персонала. Также, мы проводим регулярные аудиты литейных производств, чтобы убедиться, что они соблюдают наши требования к качеству и срокам поставки.
Изготовление пресс-форм для базальных пластинок с пленочным литьем LTCC – это сложный и многогранный процесс, требующий глубоких знаний и опыта. Недостаточно просто иметь хорошую пресс-форму, чтобы получать качественные изделия. Важно учитывать множество факторов, таких как геометрия базальной пластинки, параметры процесса литья, качество материалов и технологии изготовления пресс-формы. Постоянная оптимизация процесса и тщательный контроль качества – это залог успешного производства LTCC плат.
В нашей компании **ООО Хэбэй Дэъоу по производству механических технологий** мы постоянно совершенствуем наши технологии и процессы, чтобы предлагать нашим клиентам самые современные и эффективные решения в области производства пресс-форм для LTCC плат. Вы можете ознакомиться с нашим портфолио и связаться с нами для обсуждения вашего проекта на сайте https://www.dokj.ru. Мы готовы помочь вам решить любые задачи, связанные с производством LTCC плат.