ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
В последнее время наблюдается растущий интерес к методам нанесения микроструктур на керамические изделия, особенно в области упаковки и микроэлектроники. Часто возникает путаница между разными технологиями, и не всегда понятно, какой подход будет оптимальным для конкретной задачи. Вопрос печать с заполнением отверстий, или, как мы часто это называем, 'заполнение пор', не так прост, как кажется на первый взгляд. Это не просто вставка материала в пустоты – это целая совокупность инженерных решений, требующих учета множества факторов.
Заполнение пористых керамических компонентов – это, по сути, способ изменить их свойства, добавив новые функциональные характеристики. Мы говорим не только о простом заполнении, а о создании функциональных структур, встраивании проводящих или диэлектрических элементов прямо в керамический материал. Это открывает возможности для создания более сложных и компактных устройств, например, для микроэлектроники или специальных упаковок. Проблема в том, что керамика, по своей природе, достаточно сложна в обработке, и процесс заполнения требует высокой точности и контроля.
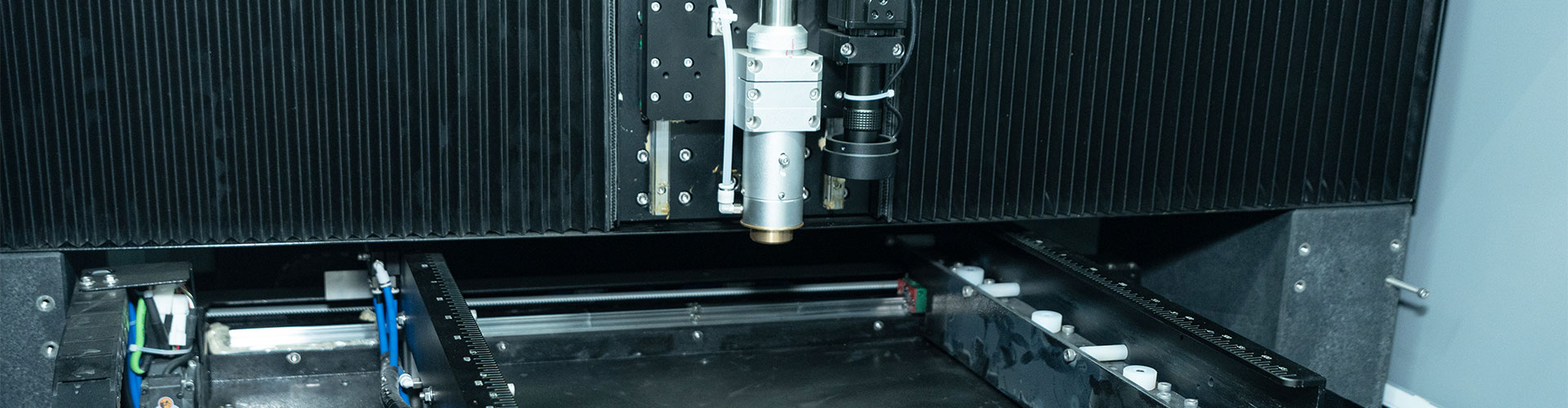
На рынке существует несколько подходов к решению этой задачи. От традиционных методов, таких как литье под давлением с последующей порификацией, до современных методов, основанных на 3D-печати. Методы 3D-печати, особенно селективного лазерного спекания (SLS) с последующим заполнением, становятся все более популярными, поскольку позволяют создавать детали сложной геометрии с высокой точностью. Но даже в этом случае, необходимо тщательно подбирать материал для заполнения, чтобы обеспечить его совместимость с керамической матрицей и достаточные механические свойства.
Наше предприятие, ООО Хэбэй Дэъоу по производству механических технологий (https://www.dokj.ru), имеет большой опыт работы с различными керамическими материалами и методами их обработки. Мы нередко сталкиваемся с необходимостью заполнения пор в керамических компонентах для наших клиентов. Особенно часто это касается микротрубок и оболочек, где требуется высокая точность и однородность заполнения.
Прежде всего, стоит упомянуть проблему адгезии. Материал для заполнения должен хорошо сцепляться с керамической матрицей, чтобы избежать образования трещин и дефектов. Это особенно актуально при использовании разных по составу материалов. Нам не раз приходилось экспериментировать с различными адгезионными добавками и поверхностной обработкой керамики, чтобы добиться оптимальной адгезии.
Размер и форма пор оказывают существенное влияние на процесс заполнения. Слишком мелкие поры могут быть недоступны для материала заполнения, а слишком крупные – привести к снижению механических свойств изделия. Кроме того, форма пор влияет на равномерность заполнения. Неправильная форма пор может привести к образованию концентрации напряжений и трещин.
При работе с компонентами сложной геометрии, особенно при использовании 3D-печати, возникают дополнительные сложности. Необходимо учитывать ориентацию детали при печати, чтобы избежать деформации и образования дефектов.
Один из наших проектов был связан с производством керамических микротрубок для микроэлектронных устройств. Требования к качеству заполнения были очень высокими – небольшая пористость, высокая адгезия и однородность распределения материала. Изначально мы рассматривали несколько вариантов заполнения: литье с последующей спеканием, а также 3D-печать с использованием полимерного материала, который затем спекался.
Мы решили использовать 3D-печать SLS с последующим заполнением керамическим порошком. Для обеспечения хорошей адгезии мы использовали специальный адгезионный состав на основе SiC. Результат превзошел наши ожидания – мы смогли добиться высокой плотности заполнения и отличных механических свойств. Конечно, процесс был довольно сложным и требовал тщательной настройки параметров 3D-печати и спекания. Но в итоге мы получили продукт, который полностью соответствовал требованиям заказчика.
Была и неудачная попытка использовать традиционный метод литья под давлением. Проблема заключалась в высокой температуре спекания керамики и недостаточной адгезии материала для заполнения. В результате, после спекания, в изделии образовались трещины и пористость. Этот опыт показал нам важность выбора правильного материала для заполнения и использование адгезионных добавок. Также, литье под давлением, в данном случае, оказывалось слишком дорогостоящим и трудоемким для производства небольших партий.
Использование пресс-форм позволяет добиться высокой точности и повторяемости при печать с заполнением отверстий. Мы применяем этот метод для массового производства керамических компонентов с контролируемой пористостью.
Технологии печать с заполнением отверстий продолжают активно развиваться. Появляются новые материалы для заполнения, улучшаются методы 3D-печати и спекания. В будущем, мы ожидаем, что эти технологии станут еще более доступными и эффективными, что позволит создавать более сложные и функциональные керамические компоненты.
Особое внимание уделяется разработке новых материалов для 3D-печати, которые обладают улучшенными механическими свойствами и адгезионными характеристиками. Также, активно разрабатываются методы автоматизации процесса заполнения, что позволит снизить затраты и повысить производительность.