ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
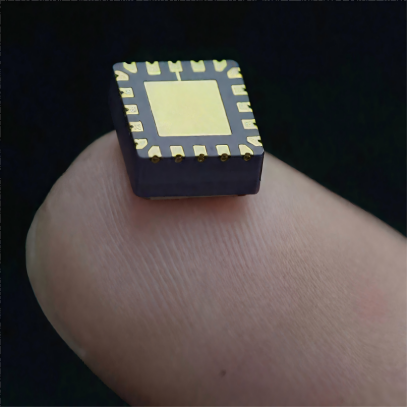
Печать керамических распылительных сердечников – тема, вызывающая немало вопросов, особенно у тех, кто только начинает заниматься микроэлектроникой или микрофлюидикой. Часто встречаю заблуждение, что это просто 'напечатать керамику', как на 3D-принтере. Реальность, конечно, сложнее. Процесс требует глубокого понимания материалов, технологий и, что немаловажно, критического подхода к выбору оборудования и параметров печати. Попробую поделиться опытом и некоторыми наблюдениями, которые накопились за время работы с подобными деталями.
Итак, зачем вообще нужны эти сердечники? В основном, для создания микрофлюидных устройств – микрореакторов, микроанализаторов, систем для клеточной инженерии и т.д. Их задача – направлять и контролировать поток жидкостей в очень малых масштабах. Керамика, обычно – оксид алюминия или диоксид циркония, выбирается за её химическую инертность, термическую стабильность и износостойкость. Но простого нанесения порошка недостаточно. Нужна точная, контролируемая и воспроизводимая технология.
Мы в ООО Хэбэй Дэъоу по производству механических технологий (https://www.dokj.ru) активно занимаемся производством подобных деталей. Наш опыт охватывает широкий спектр применений – от медицинских микроанализаторов до промышленного оборудования. Поэтому, когда я говорю о 'просто печатать', я имею в виду серьезную инженерную работу, требующую значительных знаний и опыта.
Существует несколько основных способов создания керамических распылительных сердечников. Самый распространенный – это спрэй-дип. Порошок керамического материала суспендируется в растворе и затем окунается в расплавленный керамический сплав. После выдержки, дегазации и спекания получается желаемая деталь. Этот метод относительно прост в реализации, но может приводить к неоднородностям в структуре и снижению механических свойств.
Другой подход – селективное лазерное спекание (SLS). Этот метод позволяет формировать детали непосредственно из порошка керамического материала, используя лазер для спекания отдельных участков. SLS обеспечивает высокую точность и возможность создания сложных геометрий, но требует дорогостоящего оборудования и сложной оптимизации параметров спекания. Мы несколько лет тестировали SLS для производства определенных типов сердечников, но из-за высокой стоимости и необходимости сложной постобработки, в конечном итоге вернулись к спрэй-дипу для большинства задач. Тем не менее, SLS остается интересным направлением для развития.
Также существуют методы 3D-печати керамики, такие как Direct Ceramic Printing (DCP) или Binder Jetting. Они пока находятся на стадии активной разработки и не получили широкого распространения в промышленном производстве микрофлюидных устройств. Однако, они имеют потенциал для создания еще более сложных и функциональных деталей.
Работа с керамикой – это всегда вызов. Основная проблема – это высокая температура спекания. Необходимо контролировать тепловой шок, чтобы избежать растрескивания детали. Кроме того, необходимо учитывать термическое расширение разных компонентов, если деталь состоит из нескольких материалов. Наши специалисты постоянно работают над оптимизацией режимов спекания, чтобы минимизировать риск деформации и разрушения.
Еще одна важная проблема – это образование пор и дефектов в структуре керамики. Это может приводить к снижению механических свойств и ухудшению гидравлических характеристик сердечника. Для устранения этой проблемы необходимо тщательно контролировать состав суспензии, параметры процесса спекания и постобработку детали. Мы используем различные методы контроля качества, включая рентгеновскую дифракцию и сканирующую электронную микроскопию, чтобы выявлять и устранять дефекты.
Состав керамического порошка – ключевой фактор, определяющий свойства готовой детали. Например, добавление небольшого количества оксида магния может улучшить термическую стабильность и химическую инертность керамики. Влияет даже размер частиц! Чем мельче частицы, тем выше плотность и однородность структуры, но и тем сложнее процесс спекания. Мы постоянно проводим эксперименты по оптимизации состава порошка, чтобы достичь наилучшего баланса между свойствами и технологичностью.
Мы часто сталкиваемся с проблемой 'посторонних' примесей в породе. Даже незначительное количество загрязнений может негативно повлиять на характеристики готовой детали. Поэтому, критически важно использовать порошки высокого качества от проверенных поставщиков. Наши поставщики сертифицированы по стандартам ISO 9001 и гарантируют соответствие продукции заявленным характеристикам.
Мы производим сердечники для различных применений, и для каждого применения требуется своя оптимизация процесса печати. Например, для микроанализаторов, которые работают в агрессивных средах, необходимо использовать керамику с повышенной химической инертностью. Для микрореакторов, которые подвергаются высоким температурам, необходимо использовать керамику с высокой термической стабильностью. Мы используем метод статистического планирования эксперимента (DOE) для оптимизации параметров процесса печати, чтобы достичь наилучших результатов.
Недавно мы работали над задачей создания сердечников для микрофлюидных устройств, используемых в медицинской диагностике. В этом случае, требовалось обеспечить высокую точность и воспроизводимость геометрии, а также минимальное образование пор. Для достижения этой цели мы оптимизировали параметры спрэй-дипа, увеличили время спекания и добавили в суспензию стабилизатор. Результат превзошел наши ожидания – мы смогли получить детали с точностью до нескольких микрометров и минимальным количеством дефектов.
Существует ряд ошибок, которые следует избегать при печати керамических распылительных сердечников. Например, недооценка влияния параметров спекания может приводить к растрескиванию и деформации детали. Неправильный выбор состава суспензии может приводить к образованию пор и дефектов. Недостаточная очистка детали после спекания может приводить к загрязнению микроканалов. Мы часто встречаем подобные проблемы у начинающих производителей и всегда готовы помочь в их решении.
Очень часто, проблема кроется в недостаточной дегазации детали перед спеканием. Остатки растворителя могут вызывать разрывы в структуре керамики при нагреве. Поэтому, важно использовать вакуумную печь и строго соблюдать технологические регламенты.
Технология печать керамических распылительных сердечников постоянно развивается. Появляются новые материалы, новые методы печати, новые способы контроля качества. Мы уверены, что эта технология будет играть все более важную роль в микроэлектронике и микрофлюидике.
ООО Хэбэй Дэъоу по производству механических технологий продолжает инвестировать в развитие этой технологии и расширять спектр предлагаемых услуг. Мы готовы помочь вам в создании высококачественных керамических распылительных сердечников для ваших применений. Если у вас возникли вопросы, не стесняйтесь обращаться к нам. Мы всегда рады поделиться своим опытом и знаниями.