ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
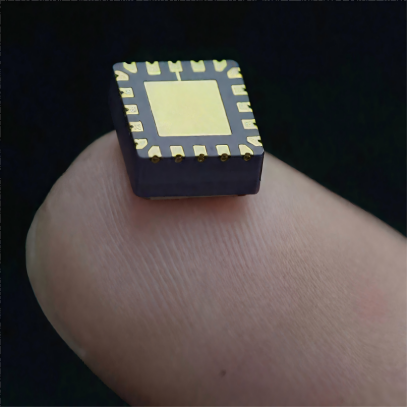
Печать керамических распылителей – тема, которую часто обсуждают, но редко кто делится реальным опытом. Часто встречаю мнения, что это просто механическая обработка керамических деталей. Да, это часть процесса, но далеко не вся. Проблемы возникают на каждом этапе, от выбора керамики до финальной проверки. В этой статье я постараюсь поделиться своими наблюдениями и опытом, в основном связанными с проектированием и производством деталей для микроэлектроники.
Первое, с чего всегда начинают – выбор материала. И здесь выбор огромен: от оксида алюминия (Al2O3) до диоксида циркония (ZrO2), а также различные соединения ниобия и тантала. Каждый материал имеет свои характеристики: твердость, износостойкость, термическую стойкость, коэффициент теплового расширения. Это все критически важно учитывать, особенно когда речь идет о распылителях – элементах, подвергающихся высоким нагрузкам и переменным температурам. Нельзя просто взять первый попавшийся материал, нужно четко понимать задачу и требования к конечному продукту.
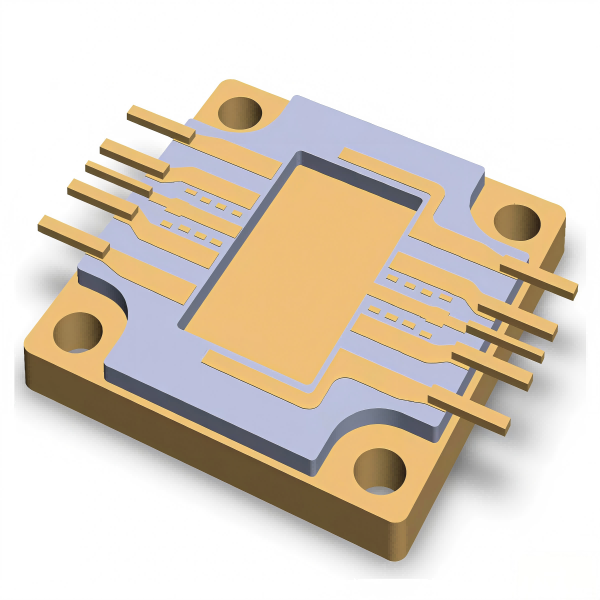
Например, для микроэлектроники, где требуется высокая точность и минимальный износ, обычно выбирают Al2O3 с низким коэффициентом теплового расширения. Но и здесь есть нюансы: у разных поставщиков Al2O3 могут отличаться свойства. Поэтому всегда заказываю образцы и провожу собственные испытания. Иногда оказывалось, что заявленные характеристики материала не соответствуют действительности, что, безусловно, тормозит весь процесс.
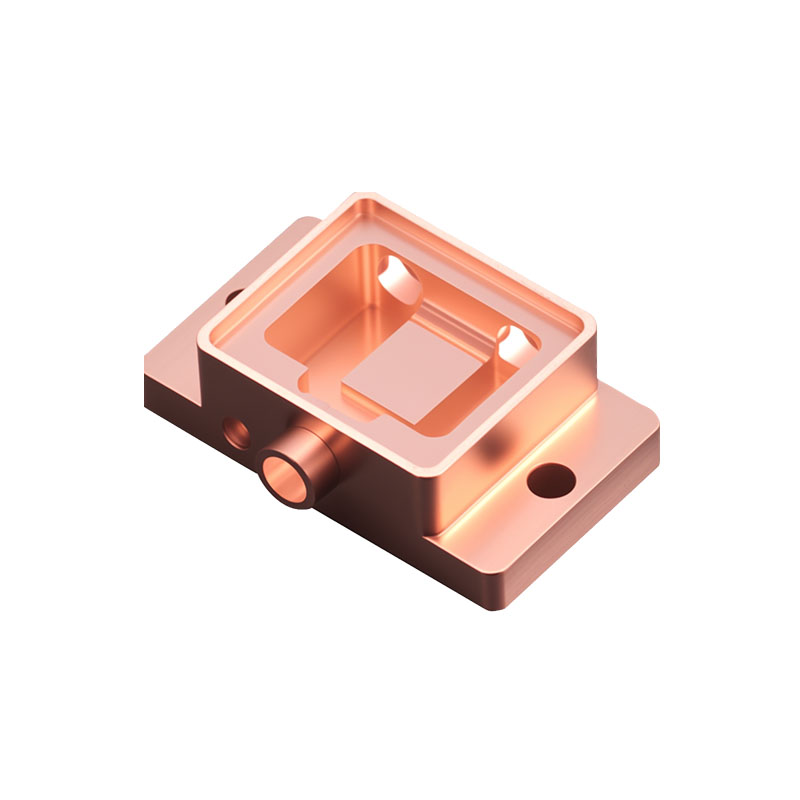
Помимо выбора материала, важен сам дизайн распылителя. Необходимо учитывать геометрию, размеры, расположение каналов и другие параметры. Используем CAD-системы (SolidWorks, AutoCAD), но даже с ними приходится много экспериментировать. Особенно сложно проектировать распылители с высокой точностью, так как даже незначительные отклонения могут привести к проблемам в работе. Например, в одном проекте из-за недостаточной точности изготовления распылителя свалилась вся партия микросхем. Пришлось перепроектировать деталь и заказать новую партию.
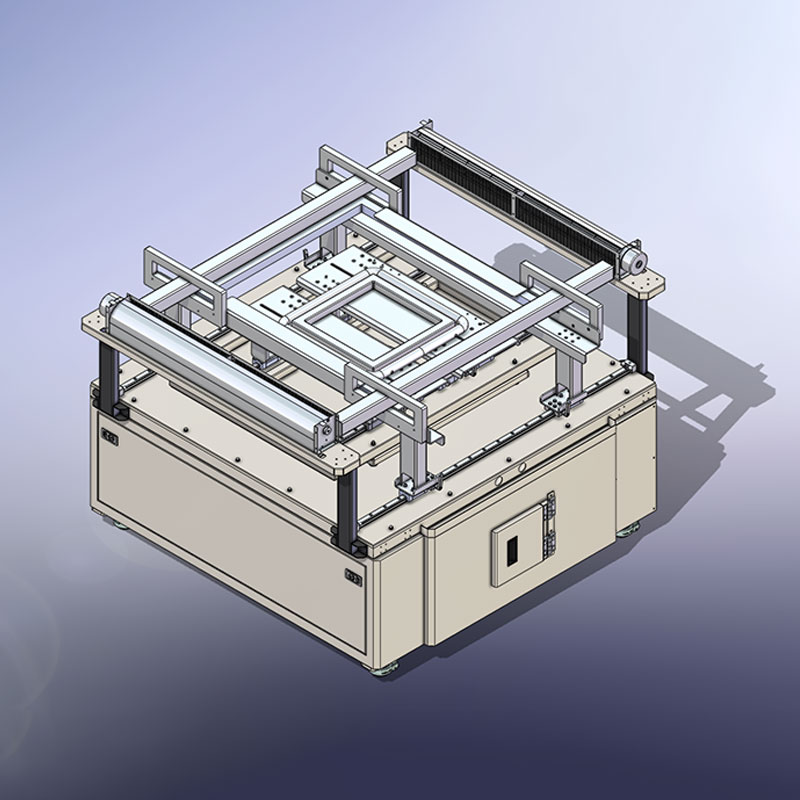
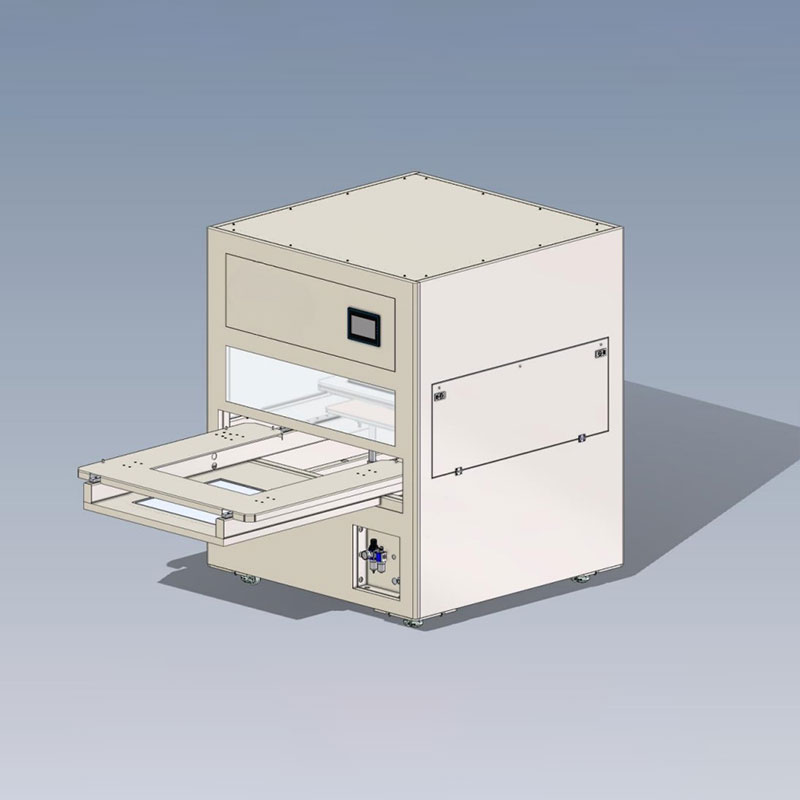
Сама по себе 'печать' керамических деталей – это скорее комплекс производственных процессов, а не единый метод. Существуют различные технологии, такие как 3D-печать (аддитивные технологии), литье под давлением, фрезерование. Выбор технологии зависит от геометрии детали, требуемой точности и объема производства. Мы в ООО Хэбэй Дэъоу по производству механических технологий часто используем комбинацию этих технологий, чтобы добиться оптимального результата. Сначала 3D-печатаем прототип, чтобы проверить геометрию и функциональность, а затем производим серийный выпуск методом литья под давлением.
3D-печать, безусловно, очень полезна для создания сложных геометрий, но она не всегда подходит для серийного производства. Процесс 3D-печати довольно медленный и дорогой, и качество деталей может отличаться. Кроме того, некоторые материалы плохо подходят для 3D-печати. Литье под давлением, с другой стороны, позволяет производить детали с высокой точностью и в больших объемах, но для этого требуется дорогостоящее оборудование и пресс-формы. А вот фрезерование – это, пожалуй, самый точный метод, но он подходит только для относительно простых геометрий.
В процессе производства печать керамических распылителей всегда возникают проблемы. Например, деформация деталей при спекании, появление трещин, неровная поверхность. Для решения этих проблем необходимо тщательно контролировать все этапы производства: выбор материала, дизайн, технологию печати, параметры спекания. И, конечно, необходимо иметь опытных специалистов, которые могут быстро выявить и устранить проблемы. Мы постоянно работаем над улучшением своих технологий и процессов, чтобы повысить качество нашей продукции. Иногда приходится тратить много времени и ресурсов на отладку процесса, но в итоге это оправдывает себя.
Одна из распространенных проблем – это образование трещин в деталях при спекании. Это связано с неравномерным охлаждением или высоким градиентом температуры. Чтобы избежать этого, необходимо использовать специальные технологии охлаждения и равномерно распределять нагрев. Кроме того, можно использовать специальные добавки, которые уменьшают склонность материала к образованию трещин. В одном из проектов нам удалось значительно снизить количество трещин, используя новую технологию охлаждения и специальную добавку.
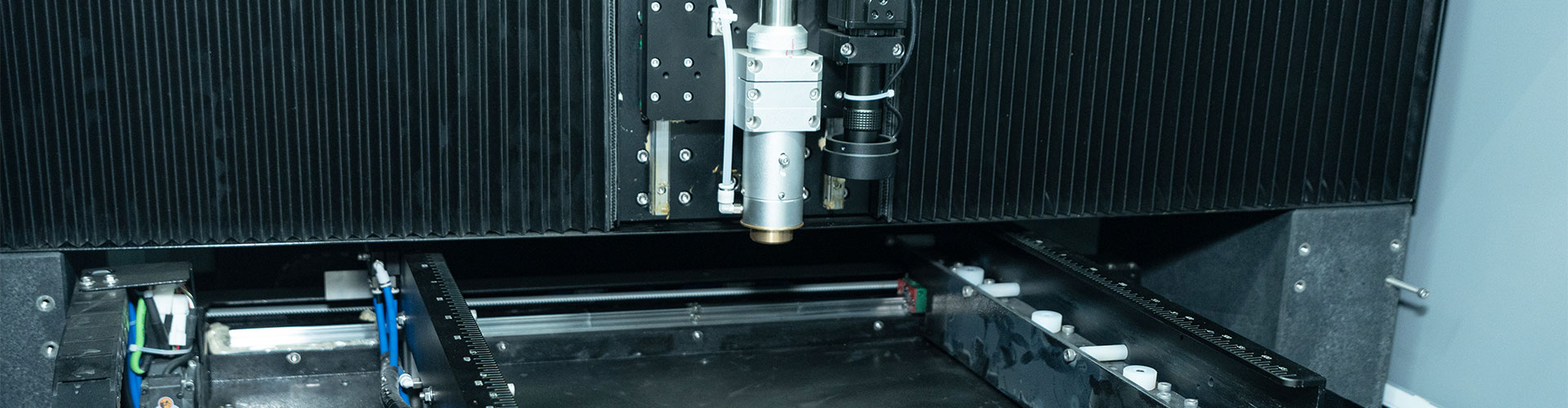
Контроль качества – это неотъемлемая часть процесса производства распылителей. Мы используем различные методы контроля качества: визуальный осмотр, измерения геометрических размеров, испытания на износостойкость, термическую стойкость и другие параметры. Все детали проходят строгий контроль перед отправкой клиенту. Мы понимаем, что от качества наших деталей зависит надежность всей системы, поэтому не допускаем никаких компромиссов.
Для контроля геометрических размеров используем координатно-измерительные машины (КИМ) и лазерные сканеры. Для испытаний на износостойкость используем специальные стенды и оборудование. Все результаты испытаний тщательно документируются и сохраняются в архиве. Мы также проводим регулярный анализ качества нашей продукции, чтобы выявить и устранить слабые места.
Технологии печать керамических распылителей постоянно развиваются. Появляются новые материалы, новые технологии печати, новые методы контроля качества. Мы следим за этими тенденциями и внедряем новые технологии в свою производственную практику. Например, сейчас мы работаем над внедрением технологии 3D-печати керамики с использованием новых материалов. Мы уверены, что эти технологии позволят нам производить более качественные и надежные детали.
Важно понимать, что будущее печати керамических распылителей неразрывно связано с развитием микроэлектроники. Чем более сложные и требовательные будут требования к микросхемам, тем более совершенными должны быть детали, из которых они изготовлены. Мы готовы к этим вызовам и будем продолжать развивать свои технологии, чтобы удовлетворять потребности наших клиентов.