ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
Всегда удивляюсь, как часто люди воспринимают печатную шлихта как нечто простое, как, например, штамповку. Да, принцип похож, но нюансов – море. У нас в производстве, ООО Хэбэй Дэъоу по производству механических технологий (https://www.dokj.ru/), сталкивались с ситуациями, когда 'простая шлихта' превращалась в настоящий инженерный вызов. Эта статья – попытка поделиться опытом, ошибками и, надеюсь, полезными наблюдениями. Не претендую на абсолютную истину, конечно, опыт у всех разный, но, возможно, что-то пригодится.
Сразу оговоримся, под печатной шлихта мы понимаем процесс формирования деталей из листового металла с применением трафаретной технологии и сжатия металла между трафаретами и штампом. Звучит технично, но суть в том, что металл проталкивается сквозь отверстия трафарета под давлением, принимая форму детали. Разница с обычной штамповкой в том, что трафарет позволяет создавать более сложные формы, например, с отверстиями или рельефом. И это критично для многих наших заказчиков. Нельзя забывать и о смазках – их выбор и дозировка напрямую влияют на качество и долговечность штампа.
Важно понимать, что печатная шлихта – это не панацея от всех бед. У нее есть свои ограничения. Например, сложная геометрия, большие толщины металла или требования к высокой точности могут сделать ее не самым оптимальным решением. В таких случаях приходится рассматривать альтернативные технологии, такие как высечка или гибка. Мы, кстати, часто видим попытки применять печатную шлихта там, где она просто не подходит – это приводит к износу штампов и увеличению себестоимости продукции.
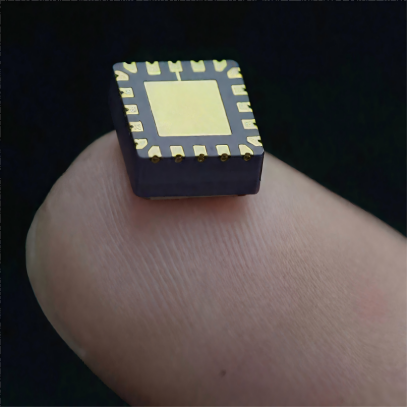
Вспомним один случай с производством корпуса для электронного компонента. Заказчик хотел получить детальку с множеством мелких отверстий, расположенных в определенном порядке. Сначала предложили высечку, но стоимость оказалась неприемлемой. Потом решили попробовать печатную шлихта. В итоге, после нескольких неудачных попыток и переделки трафарета, удалось добиться приемлемого результата. Но это потребовало значительного времени и ресурсов. И в итоге, мы пришли к выводу, что лучше было бы использовать фрезеровку с последующей сборкой – это оказалось дешевле и точнее.
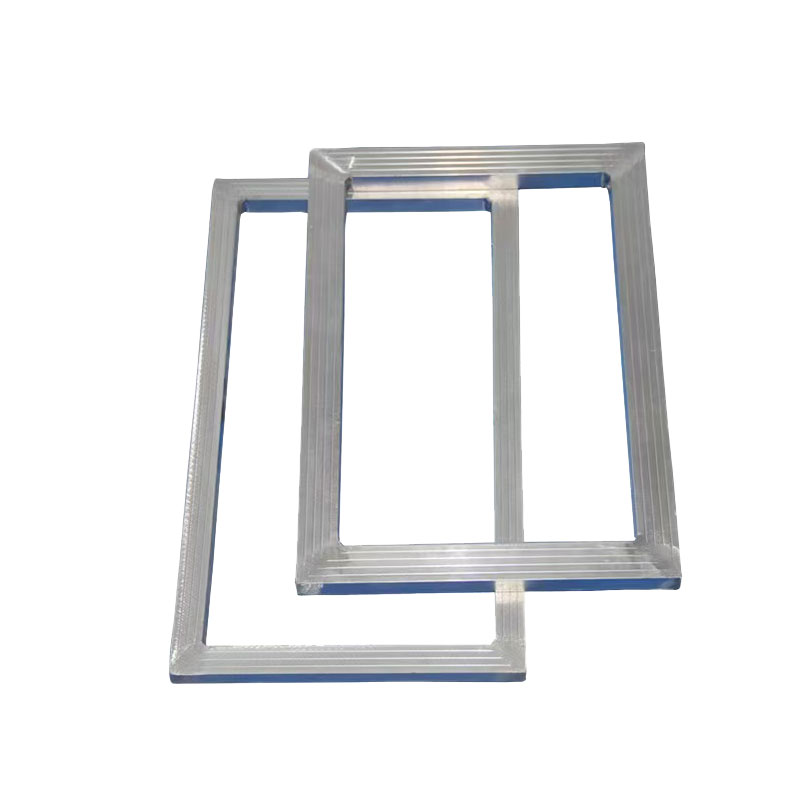
Выбор металла для печатной шлихта – это отдельная большая тема. Сталь, алюминий, латунь, медь – каждый материал имеет свои особенности и требует соответствующего подхода. Например, при работе с алюминием необходимо учитывать его склонность к образованию заусенцев и использовать специальные смазки. Также важна толщина металла – слишком тонкий металл может деформироваться, а слишком толстый – потребует большего давления и износит штамп.
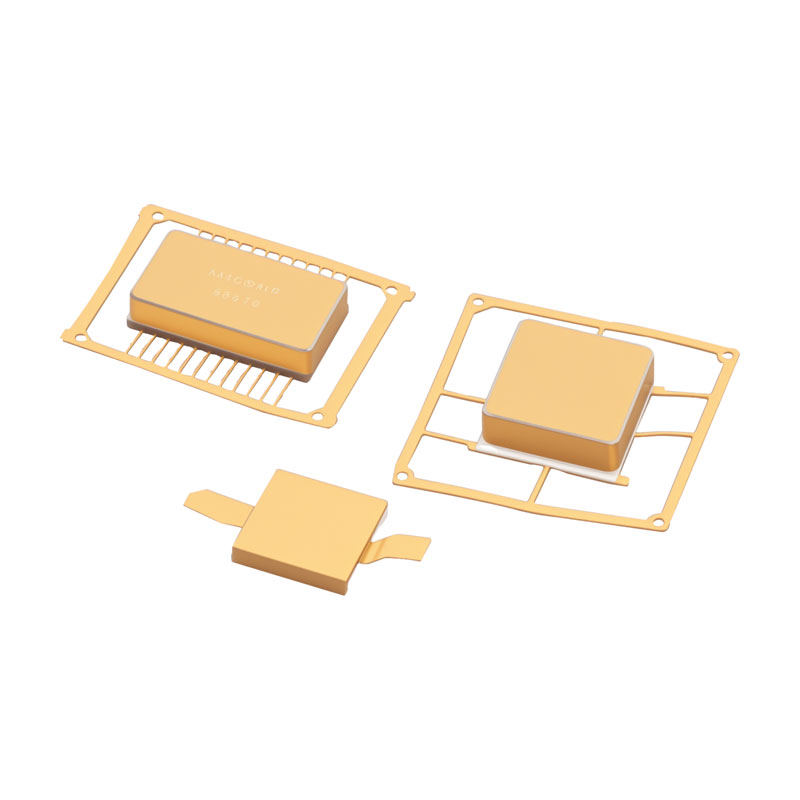
Мы часто сталкиваемся с проблемами при работе с нержавеющей сталью. Она твердая и хрупкая, и при неправильном выборе параметров штампа и трафарета может легко расколоться. И вот, например, наладили выпуск деталей из AISI 304 для медицинского оборудования. Поначалу возникали проблемы с деформацией металла. Оказалось, что проблема была в слишком высоких температурах при работе. Изменили смазку и систему охлаждения, и деформации прекратились. Иногда такие мелочи оказывают огромное влияние на конечный результат.
С печатной шлихта часто работают с различными сплавами. Состав сплава влияет на пластичность и другие свойства материала, что, в свою очередь, влияет на выбор трафарета и штампа. Очень важно понимать эти взаимосвязи, иначе результат может быть непредсказуемым.
Проблем в процессе печатной шлихта возникает немало. Например, деформация детали, образование заусенцев, износ штампа, неточность размеров – это лишь некоторые из них. Решение этих проблем требует опыта и знания технологии. Часто приходится экспериментировать с параметрами штампа и трафарета, чтобы добиться оптимального результата.
Геометрия трафарета – это один из ключевых факторов, влияющих на качество детали. Неправильно спроектированный трафарет может привести к образованию дефектов, таких как заусенцы, вмятины или деформация. Оптимизация геометрии трафарета требует учета множества факторов, таких как толщина металла, форма детали и давление штампа.
Мы разрабатываем трафареты с помощью специализированного программного обеспечения. Но даже с современными инструментами часто приходится вносить ручные корректировки, опираясь на опыт и интуицию. Однажды заказали трафарет для сложной детали с большим количеством мелких отверстий. Программа выдала неплохой результат, но после нескольких тестовых запусков обнаружилось, что некоторые отверстия были слишком большими или слишком маленькими. Пришлось вручную подкорректировать трафарет, и тогда все встало на свои места.
Важно также учитывать радиус кривизны отверстий. Слишком острые углы могут приводить к растрескиванию металла. Поэтому, при проектировании трафарета, нужно стараться использовать плавные переходы и скругления.
Смазка играет огромную роль в процессе печатной шлихта. Она снижает трение между металлом и штампом, уменьшает износ штампа и улучшает качество детали. Выбор смазки зависит от материала металла и требуемой жесткости детали. Существуют различные виды смазок, такие как масла, кремы и пенообразующие смазки.
Мы используем как традиционные смазки на основе минеральных масел, так и более современные смазки на основе синтетических материалов. Выбор смазки зависит от конкретного материала металла и требуемых параметров детали. Важно также правильно дозировать смазку, чтобы не загрязнять деталь и не создавать избыточное давление на штамп. Один раз заказчик прислал детали, где избыток смазки забивал мелкие отверстия, и в итоге мы потратили кучу времени на очистку и переработку.
При выборе смазки нужно учитывать не только ее смазывающие свойства, но и ее совместимость с материалом детали и штампа. Неправильный выбор смазки может привести к коррозии или деформации деталей.
Печатная шлихта, безусловно, будет развиваться дальше. Появляются новые материалы, новые технологии проектирования трафаретов и штампов, новые виды смазок. Мы, как производитель, постоянно следим за новинками и внедряем их в свою производственную практику. Автоматизация процессов, использование 3D-печати для создания трафаретов, разработка новых, более эффективных смазок – это лишь некоторые из тенденций, которые будут определять будущее этой технологии.
Мы рассматриваем возможность внедрения системы автоматического контроля качества деталей, изготовленных с помощью печатной шлихта. Это позволит исключить человеческий фактор и обеспечить стабильно высокое качество продукции. Также мы планируем расширить спектр материалов, с которыми работаем, чтобы удовлетворить потребности наших клиентов в еще большей степени.
В заключение хочу сказать, что печатная шлихта – это сложная и многогранная технология, требующая опыта и знаний. Но при правильном подходе она позволяет получать детали с высокой точностью, хорошим качеством и приемлемой стоимостью. И при правильном подходе и постоянном совершенствовании, она еще долго будет оставаться актуальной и востребованной в промышленности.