ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
Попытки добиться идеальной **параллельности трафарета и платформы** в современном производстве печатных плат – задача, кажущаяся простой на первый взгляд, но скрывающая за собой немало тонкостей. Часто встречающийся подход сводится к минимизации смещения в процессе сверловки и монтажа, однако, реальные производственные процессы, особенно при работе с высокоточностью, оказывают влияние, которое не всегда сразу бросается в глаза. Эта статья – попытка поделиться опытом, основанным на практике, обсудить проблемные моменты и возможные решения, не вдаваясь в академические дебаты, а скорее в реальные трудности, с которыми сталкивались и сталкиваются мы.
Одной из главных проблем является неидеальная геометрия трафарета. Даже при использовании высокоточных станков для изготовления **прецизионных трафаретов для пайки**, существуют допустимые отклонения, которые накапливаются при дальнейшей обработке. Это особенно критично, когда речь идет о печатных платах с высокой плотностью элементов и миниатюрными отверстиями. Мы сталкивались с ситуациями, когда небольшое смещение трафарета приводило к проблемам с позиционированием компонентов и даже к повреждению печатной платы при монтаже. Часто это проявлялось в неполном контакте компонентов с контактными площадками, что приводило к 'холодному' паянию и последующим отказам.
Важно понимать, что проблема не ограничивается только трафаретом. Неточности в геометрии самой платформы, будь то подложка для монтажа или шаблон для сверловки, также оказывают влияние. Влияет и допустимая погрешность в самих инструментах для сверления и резьбы. Мы однажды столкнулись с проблемой, когда небольшая неточность в размерах платформы (порядка нескольких микрометров) приводила к трудностям при позиционировании трафарета относительно платформы, особенно при использовании автоматизированных систем.
Материал платформы тоже несет определенные нюансы. Например, использование материалов с высокой теплопроводностью (алюминий, медь) может приводить к деформации при нагревании, что, в свою очередь, может повлиять на точность позиционирования. Хотя это не всегда критично, но стоит учитывать, особенно при работе с термочувствительными компонентами или при применении методов пайки, требующих нагрева.
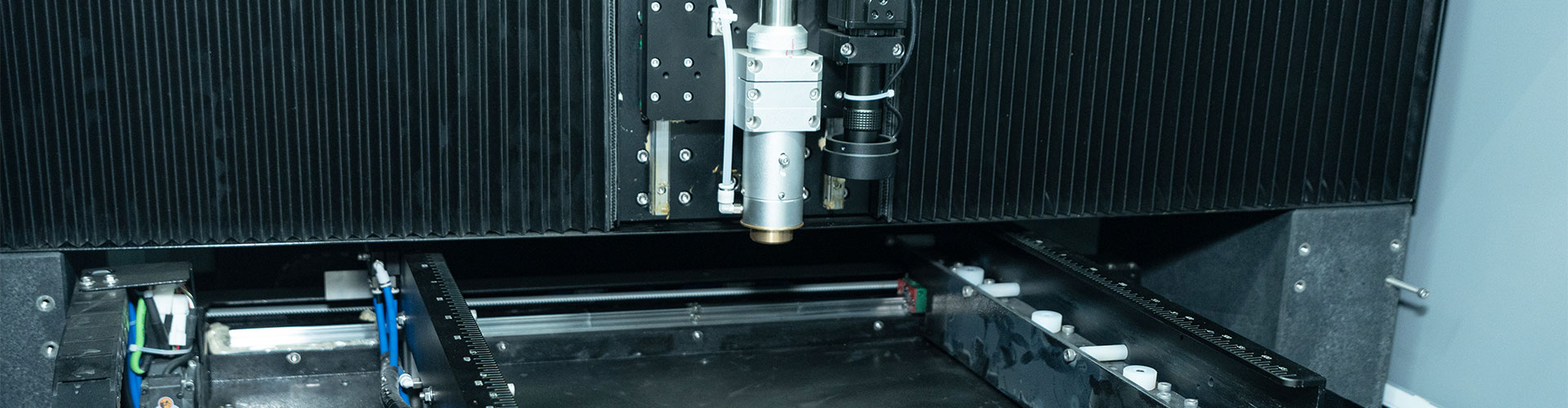
На начальном этапе, когда объемы производства небольшие, позиционирование трафарета и платформы часто осуществлялось вручную. Это, безусловно, увеличивало риск ошибок. Наши сотрудники потратили много времени на разработку и внедрение системы контроля и позиционирования, основанной на оптических датчиках и координатно-проприоцептивных устройствах. Это позволило существенно снизить количество ошибок и повысить точность сборки.
Конечно, автоматизация – это не панацея. Важно тщательно продумать систему контроля и калибровки оборудования, чтобы избежать возникновения новых проблем. При автоматизированном позиционировании необходимо учитывать влияние вибраций и температурных изменений на точность сборки. Кроме того, автоматизация требует квалифицированного персонала для обслуживания и настройки оборудования.
Использование специализированного программного обеспечения для выравнивания позволяет автоматизировать процесс корректировки смещений трафарета и платформы. Эти программы обычно используют данные с датчиков для вычисления оптимального угла и смещения, необходимых для достижения идеальной параллельности. Это особенно полезно при работе с нестандартными трафаретами или платформами.
Регулярная калибровка оборудования – это, пожалуй, самый важный фактор, влияющий на точность сборки. Необходимо проводить калибровку не только станков для изготовления трафаретов и платформ, но и используемых инструментов для сверления и резьбы. Также важно регулярно проверять состояние трафаретов и платформ на наличие повреждений и деформаций.
В качестве альтернативы использованию специализированного программного обеспечения для выравнивания, можно использовать простой метод контроля параллельности – использование штангенциркулей или микрометров. Этот метод требует определенных навыков и опыта, но может быть достаточно эффективным для небольших объемов производства. Мы в своей работе часто использовали этот метод для проверки качества изготовленных трафаретов, прежде чем отправлять их на монтаж.
Контроль качества необходимо осуществлять на каждом этапе производственного процесса – от изготовления трафарета и платформы до монтажа компонентов. Важно проводить визуальный осмотр трафаретов и платформ на наличие дефектов, а также использовать контрольно-измерительные инструменты для проверки геометрии и размеров. Необходимо также проводить функциональное тестирование собранных плат для выявления возможных проблем.
Мы не всегда добивались идеальной параллельности с первого раза. Один из самых неприятных случаев был связан с использованием самодельных трафаретов для пайки. Оказывается, даже при использовании высокоточных станков, определенные погрешности при изготовлении трафарета накапливались и приводили к серьезным проблемам при монтаже. Этот случай научил нас относиться к качеству изготовления трафаретов с особым вниманием.
Еще один урок – важность выбора правильных материалов для платформы. Использование материалов с низкой теплопроводностью позволило избежать проблем, связанных с деформацией платформы при нагревании. При выборе материалов для платформы необходимо учитывать условия эксплуатации печатной платы и требования к точности сборки.
В заключение хочется подчеркнуть, что достижение идеальной **параллельности трафарета и платформы** – это сложный и многогранный процесс, требующий комплексного подхода и постоянного внимания к деталям. Не существует универсального решения, подходящего для всех случаев. Важно тщательно анализировать конкретные условия производства и выбирать оптимальные методы контроля и позиционирования. ООО Хэбэй Дэъоу по производству механических технологий