ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
ООО Хэбэй Дэъоу по производству механических технологий
Город Шицзячжуан, Зона экономического и технологического развития, ул. Сунцзян 86, Международный инновационный промышленный парк Тяньшань, Завод д.10.
Все мы сталкивались с краем заусенец. Это, казалось бы, незначительная деталь, но именно она часто становится причиной серьезных проблем на производстве: от брака до поломок оборудования. Часто виним то инструмент, то оператора, но зачастую причина глубже – в совокупности факторов, в том числе, неправильном подходе к обработке и непонимании, что именно вызывает это неприятное явление. На мой взгляд, однозначного 'рецепта' устранения проблемы не существует, требуется комплексный подход, включающий анализ процесса, выбор оптимального инструмента и режимов резания, а также понимание физики материала. В этой статье я поделюсь опытом, полученным за годы работы, и расскажу о распространенных ошибках и способах их избежать.
Край заусенец – это острый, зазубренный край на обработанной детали, образующийся при резании или фрезеровании. Визуально он представляет собой микроскопические заусенцы, которые могут быть заметны невооруженным глазом или только при увеличении. Проблема в том, что эти заусенцы не только портят внешний вид детали, но и создают зоны концентрации напряжений, что может привести к преждевременному разрушению. Изначально, этот эффект возникает из-за неполного вытеснения стружки из зоны резания. Наличие смазочно-охлаждающей жидкости (СОЖ) играет критическую роль здесь. Если СОЖ недостаточно или используется неэффективная, стружка прилипает к инструменту и детали, формируя заусенец. Более того, неправильный выбор скорости резания и подачи также может способствовать возникновению этой проблемы.
Еще один фактор – геометрия режущего инструмента. Тупой или поврежденный режущий инструмент, особенно при обработке твердых материалов, создает больше трения и, соответственно, больше стружки, которая и формирует заусенец. Возьмем, к примеру, обработку цельнометаллического корпуса насоса из высокопрочной стали. При использовании изношенной концевой фрезы, скорость резания недостаточна, а подача слишком велика, неизбежно возникает явление заусенения. Попытки увеличить подачу для ускорения процесса лишь усугубляют ситуацию.
Свойства материала детали напрямую влияют на вероятность образования края заусенец. Твердые и хрупкие материалы, такие как закаленная сталь или керамика, особенно подвержены этой проблеме. Их высокая твердость требует использования специализированных инструментов и режимов резания. При работе с этими материалами необходимо строго контролировать параметры резания и обеспечивать эффективное охлаждение. Мы сталкивались с подобной проблемой при производстве пресс-форм для литья под давлением. Использование неподходящих параметров резания при обработке полимерных сплавов приводило к образованию заусенцев на внутренней поверхности формы, что существенно сокращало срок службы.
Кроме того, стоит учитывать тепловые свойства материала. Высокая температура резания может приводить к деформации детали и изменению геометрии обрабатываемой поверхности, что также способствует появлению заусенцев. Поэтому, при работе с некоторыми материалами, такими как алюминиевые сплавы, необходимо использовать СОЖ с охлаждающими свойствами.
Как уже упоминалось, универсального решения нет, но есть ряд проверенных методов, которые помогут минимизировать или устранить проблему явления заусенения. Первый и самый важный – это правильный выбор режущего инструмента. Используйте острые инструменты, предназначенные для конкретного материала и операции. Вместо универсальных инструментов, отдавайте предпочтение специализированным, разработанным для обработки сложных геометрических форм.
Второй – оптимизация режимов резания. Правильная скорость резания и подача – залог качественной обработки. Для твердых материалов обычно используют более низкие скорости и подачу, а для мягких – наоборот. Важно также учитывать глубину резания. Небольшая глубина резания позволяет снизить нагрузку на инструмент и уменьшить вероятность образования заусенцев. Для достижения оптимального результата рекомендуется проводить тестовые заготовок, чтобы подобрать наиболее эффективные параметры.
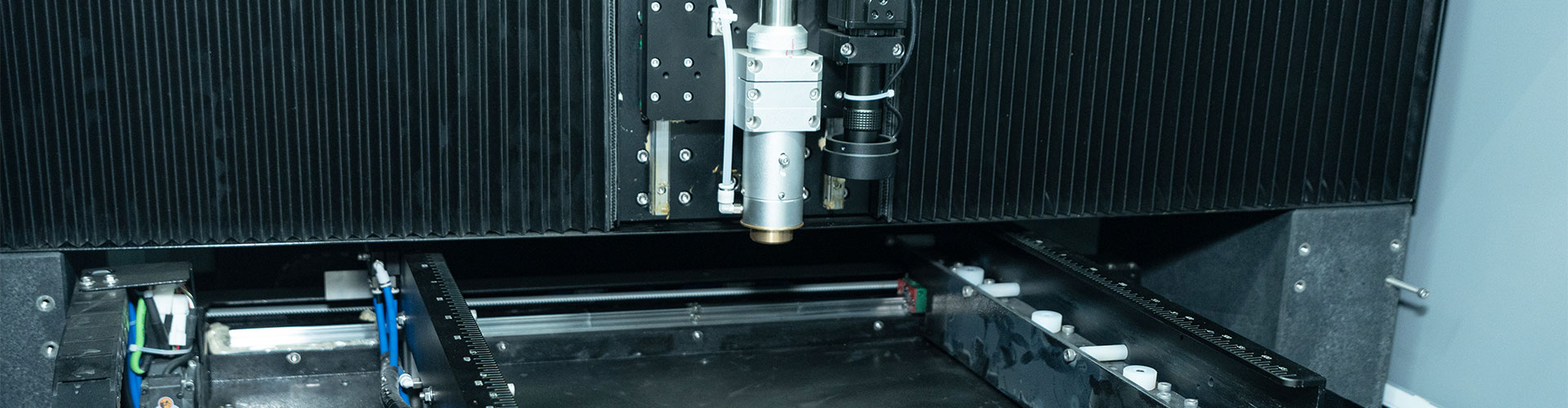
Существует множество методов удаления заусенцев после обработки. Механические методы, такие как шлифовка, полировка или удаление заусенцев с помощью специальных инструментов, могут быть эффективны для удаления небольших заусенцев. Химические методы, например, использование специальных растворов, также могут быть полезны для удаления заусенцев с некоторых материалов. Однако, важно помнить, что химические методы могут повредить поверхность детали. В нашей компании ООО Хэбэй Дэъоу по производству механических технологий мы часто используем роботизированные комплексы с функцией автоматического удаления заусенцев. Это позволяет обеспечить высокую точность и повторяемость обработки, а также снизить трудозатраты.
Эффективная смазочно-охлаждающая жидкость (СОЖ) – ключевой фактор в предотвращении образования края заусенец. СОЖ выполняет несколько важных функций: смазывает поверхность детали и инструмента, снижает трение, охлаждает рабочую зону и удаляет стружку. Правильный выбор СОЖ зависит от материала детали и инструмента. Для обработки стали обычно используют СОЖ на основе масла, а для обработки алюминия – СОЖ на основе воды. Важно также следить за чистотой СОЖ, так как загрязнения могут снизить ее эффективность.
Не стоит недооценивать роль правильного распыления СОЖ. СОЖ должна равномерно покрывать поверхность детали и инструмента, чтобы обеспечить максимальный эффект. В некоторых случаях, для улучшения распыления используется специальное оборудование. Мы использовали опыт компании, специализирующейся на изготовлении прецизионных трафаретов для пайки, и внедрили систему подачи СОЖ с регулируемой интенсивностью, что позволило нам значительно сократить количество брака, связанного с заусенцами.
Существует несколько распространенных ошибок, которые часто приводят к образованию заусенцев. Одна из них – использование тупого или поврежденного режущего инструмента. Вторая – неправильный выбор скорости резания и подачи. Третья – недостаточная смазка и охлаждение. И, наконец, четвертая – неправильная установка инструмента. Все эти ошибки могут привести к образованию явления заусенения и снижению качества обработки.
Необходимо регулярно проверять состояние режущего инструмента и своевременно его заменять или точить. Перед началом обработки необходимо правильно установить инструмент и убедиться, что он надежно закреплен. Необходимо также следить за уровнем СОЖ и своевременно доливать ее. Наши инженеры всегда проводят предварительный анализ технологического процесса и разрабатывают оптимальные режимы резания для каждого конкретного случая.
Проблема образования края заусенец – это многогранная задача, требующая комплексного подхода. Правильный выбор инструмента, оптимизация режимов резания, использование эффективной СОЖ и соблюдение технологических требований – вот основные факторы, которые помогут минимизировать или устранить эту проблему. Помните, что качественная обработка – это не только вопрос оборудования, но и вопрос опыта и знаний. Применяйте проверенные методы, анализируйте свои ошибки и постоянно совершенствуйте свои навыки.